-

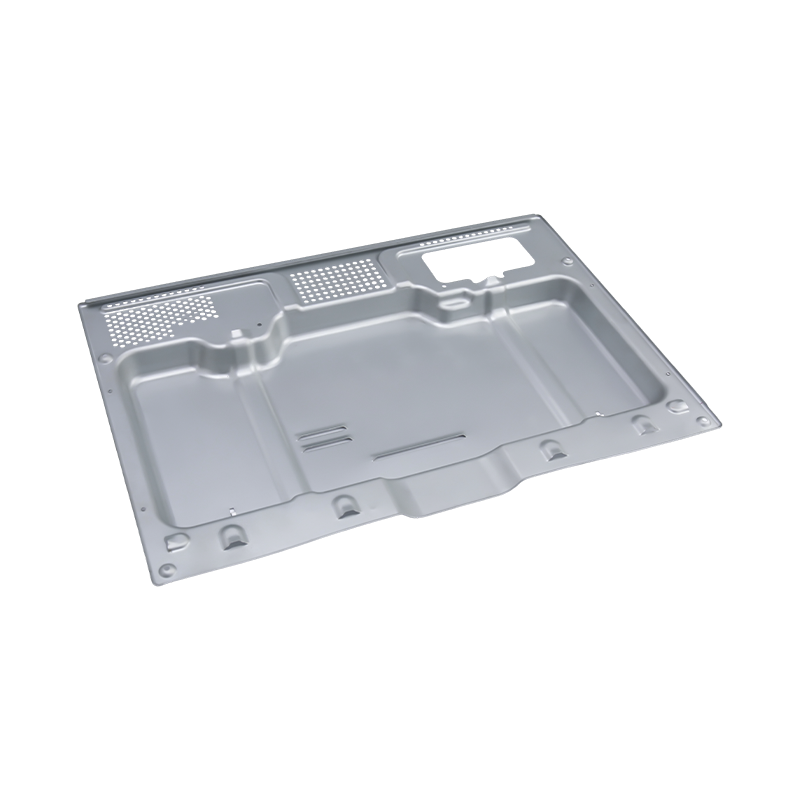
Lisovacie diely krytu batérie
Naše diely na lisovanie krytu batérie sú presne...
-
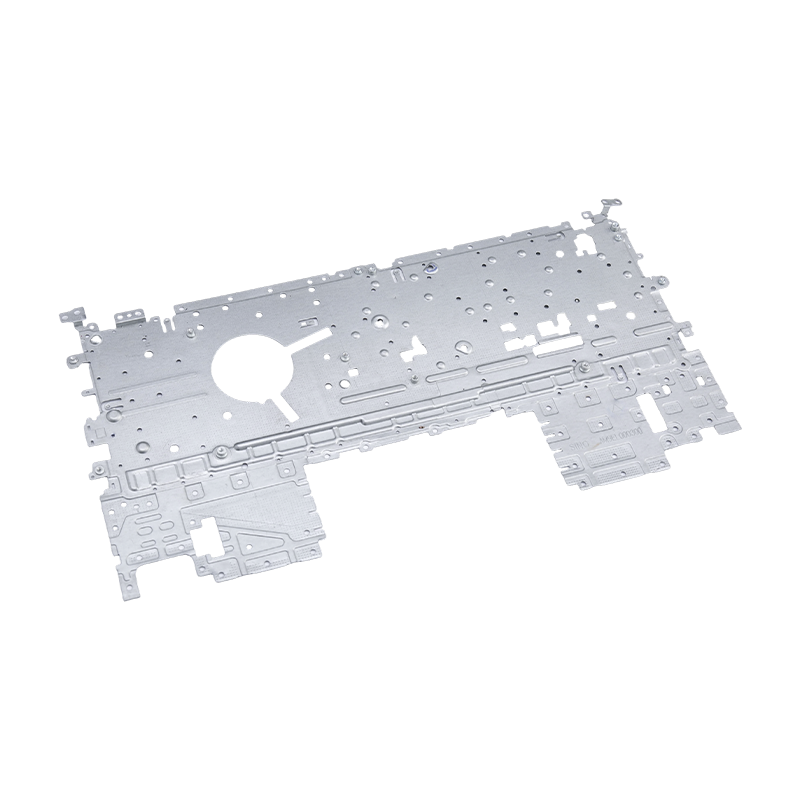
Diely na lisovanie notebookov
Naše lisovacie diely pre notebooky sú precízne ...
-

Diely na lisovanie konca plynovej nádrže
Časti na lisovanie koncov plynových nádrží sú h...
-
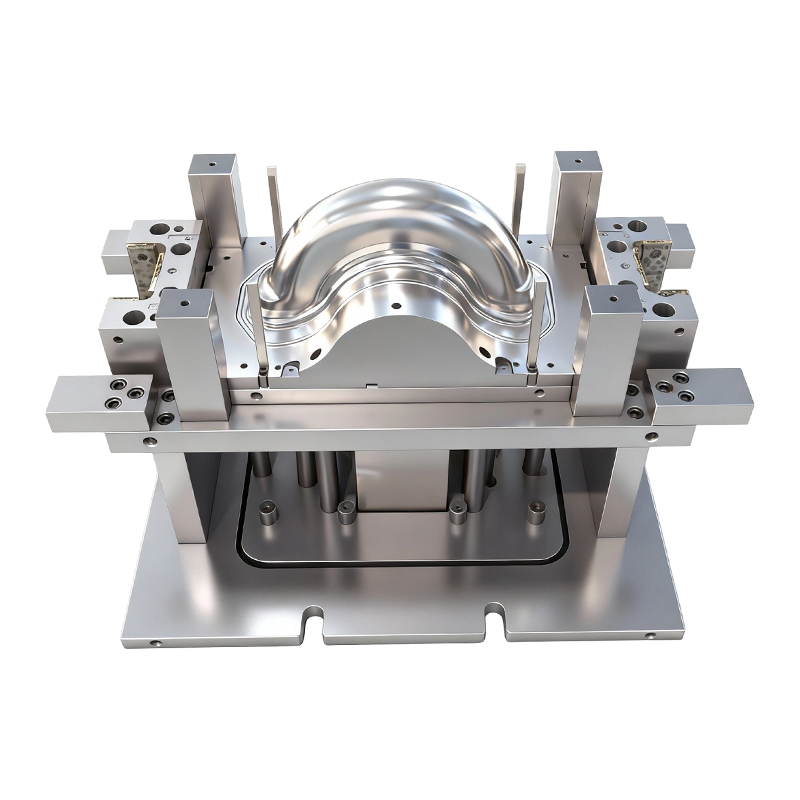
Forma na hlboké ťahanie pre predné a zadné kolesá dvojkolesových elektrických vozidiel
Táto forma na hlboké ťahanie predných a zadných...
-
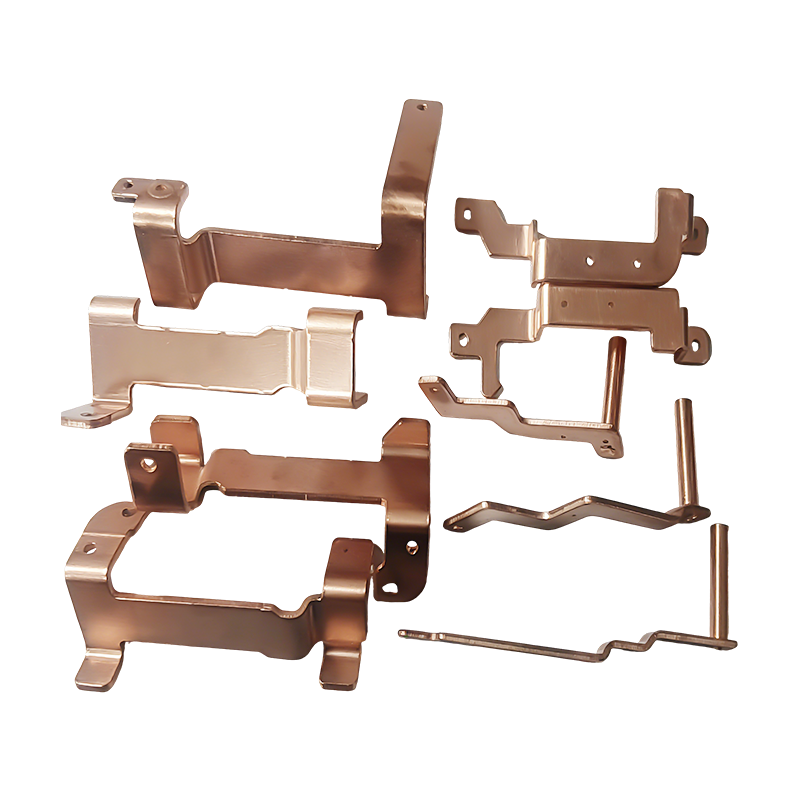
Nové diely na lisovanie medených prípojníc pre energetické vozidlá
Nové medené prípojnicové diely pre energetické ...
-
Špičkové diely na lisovanie pecí
Naše špičkové diely na lisovanie pecí sú precíz...
Správy z priemyslu
Domov / Správy / Správy z priemyslu / Diely na lisovanie krytu batérie pre kryty batérií EV a akumulátorov
Diely na lisovanie krytu batérie pre kryty batérií EV a akumulátorov
2026-06-16
Batéria, ktorá zlyhá v teréne, zriedka zlyhá kvôli článkom. Častejšie je hlavnou príčinou kryt, ktorý netesnil, príruba, ktorá nesedí, alebo montážny výstupok, ktorý praskol pri vibráciách. Lisovacie diely krytu batérie sú prvou líniou štrukturálnej ochrany a ochrany životného prostredia pre každý EV, priemyselný a akumulátorový systém batérií – a normy tolerancie, ktoré musia spĺňať, sa výrazne sprísnili, pretože napätie a hustota energie sa zvýšili.
Tento článok sa zaoberá materiálmi, procesmi, rozmerovými požiadavkami a možnosťami prispôsobenia, ktoré definujú lisovaciu časť krytu batérie pripravenú na výrobu – a čo treba overiť pri kvalifikácii dodávateľa.

Čo v skutočnosti robia lisovacie diely krytu batérie
Kryt krytu batérie má tri súčasné funkcie. Štrukturálne si musí zachovať svoju geometriu pri mechanickom zaťažení pri montáži vozidla, vibráciách vozovky a tepelných cykloch bez deformácie alebo prenosu napätia na bunky pod ním. Z hľadiska životného prostredia musí dosiahnuť a udržiavať integritu utesnenia IP67 alebo IP68 – čo znamená, že pri trvalom ponorení nepreniká prach ani voda. Funkčne musí byť presne prepojený s krytom batérie, vysokonapäťovým konektorom a akýmikoľvek chladiacimi kanálmi integrovanými do konštrukcie balenia.
Splnenie všetkých troch požiadaviek v jedinom lisovanom komponente – namiesto obrábanej alebo liatej alternatívy – je to, čo robí hlbokoťažné lisovanie preferovaným procesom pre veľkoobjemovú výrobu batérií. Razenie prináša konzistentné rozmery a úzke tolerancie (±0,01 mm – ±0,05 mm) pri rýchlostiach výroby, ktorým sa odlievanie a obrábanie nemôžu rovnať, pričom náklady na diel sú dostatočne nízke pre dodávateľské reťazce OEM fungujúce vo veľkom meradle.
Výber materiálu: Oceľ valcovaná za studena, zliatina hliníka alebo nehrdzavejúca oceľ
Výber materiálu substrátu stanovuje strop pre každú metriku výkonu, ktorú môže kryt dosiahnuť – odolnosť proti korózii, hmotnosť, tvarovateľnosť, zvárateľnosť a náklady. Aplikáciám krytu batérie dominujú tri rodiny materiálov.
Oceľ valcovaná za studena ponúka vysokú pevnosť v ťahu a vynikajúcu tvarovateľnosť pri nízkych nákladoch na suroviny. Je to štandardná voľba pre priemyselné batériové kryty a systémy skladovania energie, kde je hmotnosť sekundárnym problémom a štrukturálna tuhosť je primárnou požiadavkou. Povrchové úpravy po razení – zinkovanie, elektronické pokovovanie alebo práškové lakovanie – sa zvyčajne používajú na splnenie cieľov odolnosti voči korózii.
zliatiny hliníka, najmä triedy 3003 a 5052, sú dominantným materiálom v krytoch batérií EV, kde hmotnosť balenia priamo ovplyvňuje dojazd vozidla. Zliatina 3003 ponúka dobrú tvarovateľnosť a strednú pevnosť, vďaka čomu je vhodná pre geometrie krytu s plytkým ťahom. Zliatina 5052 poskytuje vyššiu pevnosť a vynikajúcu odolnosť proti korózii, čo je preferované pre kryty vystavené kondenzácii, chladiacej kvapaline alebo postriekaniu vozovky. Obidva druhy sa hlboko ťahajú čisto a akceptujú eloxovaný alebo konverzný náter pre dodatočnú ochranu.
Nehrdzavejúca oceľ je určený pre aplikácie vyžadujúce prirodzenú odolnosť proti korózii bez dodatočnej povrchovej úpravy – stacionárne systémy akumulácie energie vo vlhkom prostredí, námorné batérie alebo akékoľvek aplikácie, kde nie je možné zaručiť priľnavosť náteru počas životnosti produktu. Jeho vyššia rýchlosť vytvrdzovania vyžaduje starostlivo navrhnuté nástroje, aby sa zabránilo spätnému pruženiu a zachovala sa rozmerová stabilita po tvarovaní.
Hlboké kreslenie a pokročilé procesy razenia
Väčšina krytov batérií nie sú jednoduché ploché polotovary. Zahŕňajú zapustené tesniace kanály, zvýšené príruby, integrované výstupky a zložité obrysy, ktoré vyžadujú viacstupňové postupné alebo prenosové lisovacie sekvencie. Hlboké ťahanie – ťahanie plochého plechu do trojrozmerného tvaru pomocou razidla a matrice – je hlavnou operáciou, ale hotový komponent zvyčajne prechádza ďalšími stanicami na orezávanie, dierovanie, razenie a obrubovanie predtým, ako opustí lis.
Kontrola procesu na každej stanici určuje, či hotový diel spĺňa toleranciu. Tlak držiaka polotovaru riadi tok materiálu a zabraňuje pokrčeniu; nedostatočný tlak umožňuje vybočenie príruby, zatiaľ čo nadmerný tlak spôsobuje roztrhnutie na polomere ťahu. Riadenie mazania ovplyvňuje stav povrchu — hladkú povrchovú úpravu Ra ≤ 0,8 μm je dosiahnuteľný na hliníkových a oceľových podkladoch, keď sú geometria nástrojov a hrúbka mazacieho filmu správne zladené.
Nulová tolerancia otrepov je nespornou požiadavkou na kryty batérií. Otrep na tesniacej drážke prerušuje kontaktný povrch tesnenia a vytvára cestu úniku; otrepy na vnútornom okraji môžu migrovať do zásobníka buniek. Dosiahnutie hrán bez otrepov dôsledne v hromadnej výrobe vyžaduje, aby sa nástroje udržiavali v tesných vôľach – zvyčajne 5 – 8 % hrúbky materiálu v prípade ocele, o niečo širšia v prípade hliníka – a pravidelné intervaly kontroly lisovnice kalibrované na objem výroby.
Utesnenie: Požiadavky IP67 a IP68
IP67 vyžaduje, aby kryt odolal ponoreniu do jedného metra vody na tridsať minút bez prieniku. IP68 to rozširuje na nepretržité ponorenie v hĺbke dohodnutej medzi výrobcom a koncovým používateľom – bežne 1,5 m na 30 minút v automobilových aplikáciách, hoci výrobcovia OEM elektrických vozidiel často špecifikujú náročnejšie podmienky.
Dosiahnutie týchto hodnôt z lisovaného krytu závisí od troch faktorov: rovinnosti tesniacej príruby, povrchovej úpravy drážky alebo obruby, ktorá sa dotýka tesnenia, a rozmerovej konzistencie vzoru otvorov pre skrutky, ktorý stláča tesnenie. Odchýlka rovinnosti príruby dokonca 0,1 mm pri dlhej tesniacej dráhe je dostatočná na vytvorenie medzery, do ktorej môže pod tlakom preniknúť voda. To je dôvod, prečo je rozmerová tolerancia na tesniacich prvkoch dodržaná prísnejšie ako na konštrukčných prvkoch – zvyčajne ±0,01 mm na hĺbke drážky a šírke tesniaceho lemu.
náš presné diely na lisovanie automobilových a EV batérií sú vyrábané s geometriou tesniacej drážky overenou podľa špecifikácií dodávateľa tesnení pred dokončením výroby nástrojov, čím sa eliminujú riziká nastavenia kompresie a netesnosti, ktoré vyplývajú z nesúladu medzi návrhom nominálnych rozmerov a nominálnymi rozmermi.
náš Battery Cover Stamping Parts: Specification Overview
náš battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Časti majú hladkú povrchovú úpravu (Ra ≤ 0,8 μm), s nulovou toleranciou otrepov a bez deformácií, účinne chránia jadrá batérie pred prachom, vlhkosťou a vonkajšími vplyvmi a zároveň dosahujú integritu utesnenia IP67/IP68. Podporujú bezproblémovú integráciu s krytmi batérie a možno ich prispôsobiť pomocou integrovaných montážnych výstupkov, tesniacich drážok, otvorov, prírub alebo ohýbacích štruktúr na základe špecifických potrieb inštalácie, vrátane ustanovení pre vysokonapäťové konektory a chladiace rozhrania.
Vďaka vynikajúcej štrukturálnej stabilite a odolnosti proti korózii tieto lisovacie časti batérií EV zvyšujú celkovú bezpečnosť a odolnosť batériových systémov. Sú vhodné pre hromadná výroba (500 000 – 10 miliónov dielov/rok) , zabezpečenie nákladovej efektívnosti a spoľahlivého zásobovania pre OEM a výrobcov batérií, podporené certifikáciou kvality IATF 16949.
Prispôsobenie: nástavce, drážky, príruby a funkčné rozhrania
Žiadne dva návrhy batérií nezdieľajú rovnakú geometriu krytu. Platformy EV sa líšia formátom buniek (valcový, hranolový, vrecko), usporiadaním modulov, architektúrou riadenia teploty a umiestnením konektora – a každá variácia sa šíri do dizajnu krytu ako iná kombinácia funkcií.
Najbežnejšie požiadavky na prispôsobenie spadajú do piatich kategórií. Montážne nástavce — vyvýšené podložky s otvormi so závitom alebo voľnými otvormi — nájdite kryt na kryte batérie a rozložte upínaciu silu preč od tesniaceho rozhrania. Tesniace drážky musia byť prispôsobené šírke, hĺbke a polomeru špecifikácii tesnenia alebo O-krúžku s dostatočne pevnými toleranciami, aby zaručili špecifikovaný kompresný pomer v celom výrobnom rozsahu. Výrezy a prepichnuté otvory pre konektory, vetracie otvory a snímače musia byť umiestnené vzhľadom na tesniaci obvod s rovnakou presnosťou ako lícujúce prvky krytu na kryte. Príruby a ohýbacie konštrukcie pridajte tuhosť, vytvorte prvky na umiestnenie zostavy alebo vytvorte upevňovacie body pre susedné moduly. Chladiace rozhrania — vybrania alebo priechodné prvky, ktoré spájajú kryt s kvapalinovým chladiacim okruhom — vyžadujú obzvlášť dôkladnú kontrolu rozmerov, aby sa zabezpečilo tesné pripojenie k chladiacim potrubiam.
Všetky tieto vlastnosti sú dosiahnuteľné v rámci procesu hlbokého ťahania a progresívneho razenia. Kritickým predpokladom je, že nástroje sú od začiatku navrhnuté s ohľadom na výrobné tolerancie, nie na nominálne rozmery – pretože prvok, ktorý je geometricky správny na 3D modeli, ale je obrobený na nominálnu hodnotu bez obmedzenia procesnej kapacity, spôsobí, že dôjde k odmietnutiu momentu posunu procesných podmienok.
náš možnosti konštrukcie hlbokoťažných foriem pre automobilový a elektrický automobil zabezpečiť, aby bola každá vlastná funkcia navrhnutá tak, aby bola zaistená stabilita výroby už od prvej skúšky razidiel, čím sa zníži počet opakovaných cyklov medzi schválením prototypu a spustením sériovej výroby.
Schopnosť hromadnej výroby a zabezpečenie kvality
Výrobcovia OEM batérií a dodávatelia úrovne 1 potrebujú viac ako len časť, ktorá prejde kontrolou vzorky. Potrebujú dodávateľský reťazec schopný dodávať 500 000 až 10 miliónov alebo viac dielov ročne s konzistentnou kvalitou, predvídateľnými dodacími lehotami a systémom riadenia kvality, ktorý generuje údaje potrebné na podporu zákazníckych auditov a regulačných podaní.
Certifikácia IATF 16949 je základným štandardom kvality pre automobilové dodávateľské reťazce. Nariaďuje, aby boli zavedené a zdokumentované procesy štatistickej kontroly procesov, analýzy systému merania a schvaľovania výrobných dielov – nielen pri uvedení dodávateľa na trh, ale nepretržite počas celého výrobného cyklu. Konkrétne pre lisovanie krytu batérie to znamená, že kritické rozmery tesniacich prvkov, rovinnosť príruby a poloha otvoru sa merajú podľa definovaného plánu vzorkovania pre každú výrobnú dávku, pričom výsledky sa sledujú a porovnávajú s kontrolnými limitmi.
Pri objemoch výroby nad niekoľko stoviek tisíc dielov ročne sa automatizácia lisovania stáva nevyhnutnou pre udržanie konzistencie. Technológia servolisu umožňuje ovládať silu a polohu v každej fáze zdvihu, čím sa kompenzuje zmena hrúbky materiálu a opotrebenie formy spôsobom, ktorý mechanické lisy s pevnou rýchlosťou nedokážu. náš lisovacie automatizačné zariadenia integruje riadenie lisu, snímanie v matrici a kontrolu dielov na udržanie rozmerovej stability počas dlhých výrobných sérií bez zvýšenia zásahov operátora.
Prichádzajúca certifikácia materiálu, správy o kontrole prvého výrobku, správy o rozmerových meraniach a overenie povrchovej úpravy sa poskytujú ako štandardná dokumentácia pre každú výrobnú zákazku – poskytujúce tímom nákupu a kvality záznamy o sledovateľnosti potrebné na podporu ich vlastných záväzkov voči zákazníkom.
Kvalifikácia dodávateľa lisovania krytu batérie: Čo je potrebné overiť
Proces kvalifikácie dodávateľa pre diely na lisovanie krytu batérie by mal ísť nad rámec kontroly vzorky. Toto sú oblasti, ktoré určujú, či dodávateľ dokáže udržať kvalitu v objeme, nielen vyrobiť prijateľné vzorky.
Program vlastníctva a údržby nástrojov. Potvrďte, kto vlastní výrobné nástroje a aký je interval údržby matrice. Dodávateľ, ktorý odkladá údržbu, aby maximalizoval dobu prevádzkyschopnosti lisu, nakoniec bez varovania vyrobí diely, ktoré nezodpovedajú tolerancii.
Možnosť merania tesniacich prvkov. Požiadajte o údaje meradla R&R o meraniach rovinnosti tesniacej drážky a príruby. Merací systém s odchýlkou viac ako 10 % v porovnaní s tolerančným pásmom nedokáže spoľahlivo rozlíšiť zhodné diely od nezhodných dielov.
Vysledovateľnosť materiálu. Hliník a oceľ v batériovej kvalite musia byť vysledovateľné až po certifikát mlyna. Pre dodávateľské reťazce s certifikáciou IATF je to povinné; pre neautomobilové aplikácie je to stále jediný spôsob, ako overiť, či materiál spĺňa špecifikovanú zliatinu a tvrdosť.
Proces prechodu prototypu na výrobu. Dodávateľ so zdokumentovaným procesom APQP (Advanced Product Quality Planning) identifikuje potenciálne zlyhania procesu pred tým, ako sa odreže výrobné nástroje, čím sa zníži riziko oneskorenia spustenia spôsobeného problémom s návrhom na výrobu, ktorý bol viditeľný z výkresu, ale nikdy sa neeskaloval.
Pre výrobcov OEM batérií a výrobcov, ktorí hodnotia partnerov na lisovanie, náš vývoj a kvalifikačné služby na zákazku lisovania sú štruktúrované presne podľa týchto požiadaviek – od počiatočnej kontroly DFM cez odoslanie PPAP až po produkciu v ustálenom stave.
Predchádzajúci príspevok
Vysokotvrdá legovaná oceľ v lisovacích nástrojoch
Ďalší príspevok
Kovové lisovacie diely pre domáce spotrebiče: materiály, presnosť a riešenia na mieru
náš Produkty.
Začnite podnikať s výrobcom OEM práve tu!
Poskytnite globálnym zákazníkom kompletné riešenia na kľúč
cez
inovácie!
RÝCHLE ODKAZY
KONTAKTNÉ INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
Autorské práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všetky práva vyhradené. Vlastná raznica Výrobcovia kovových razníc
