-
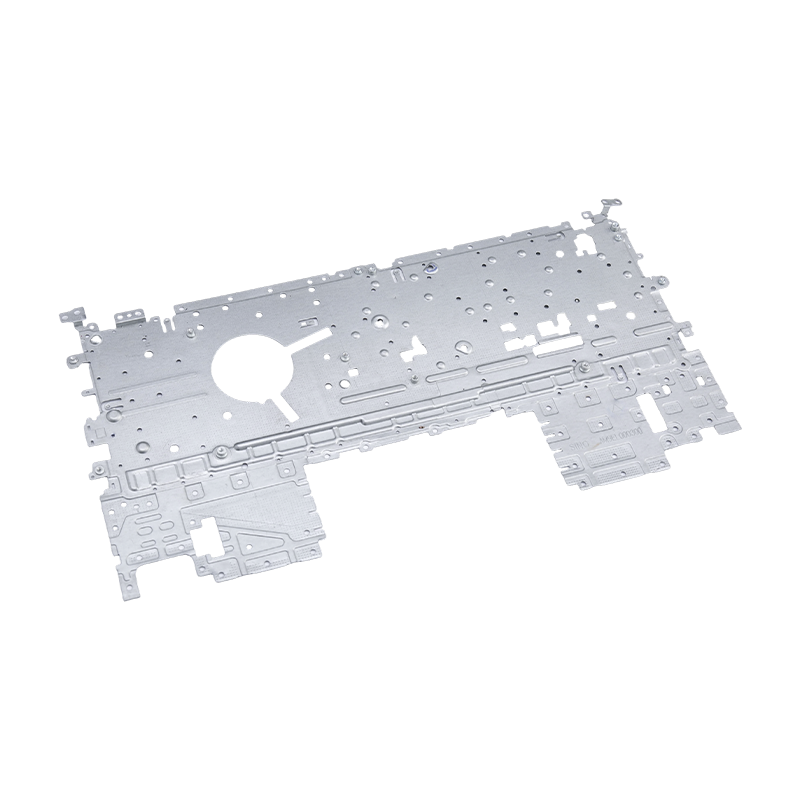
Diely na lisovanie notebookov
Naše lisovacie diely pre notebooky sú precízne ...
-

Diely na lisovanie konca plynovej nádrže
Časti na lisovanie koncov plynových nádrží sú h...
-
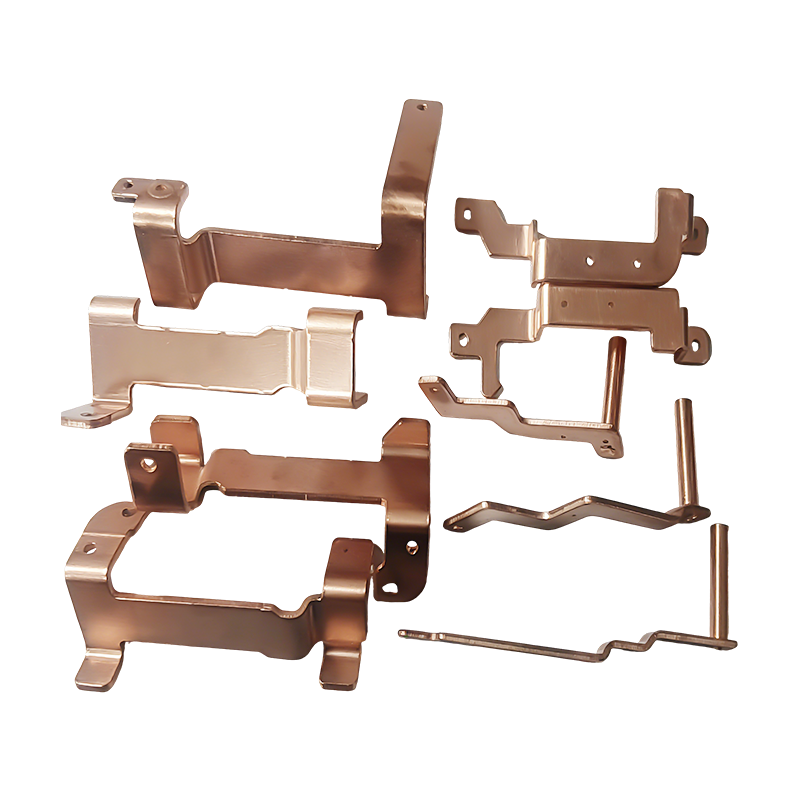
Nové diely na lisovanie medených prípojníc pre energetické vozidlá
Nové medené prípojnicové diely pre energetické ...
-
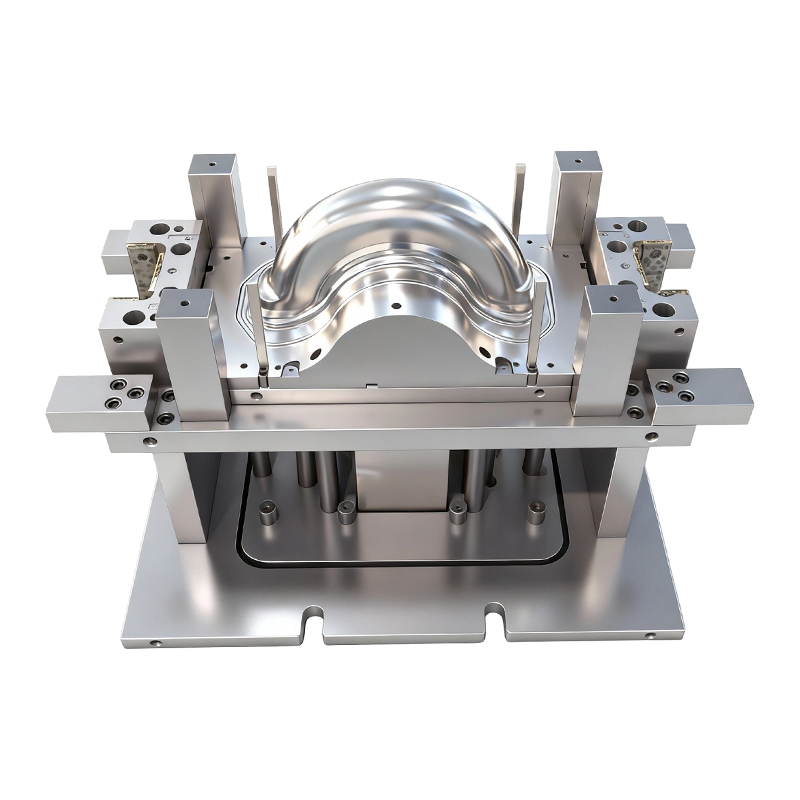
Forma na hlboké ťahanie pre predné a zadné kolesá dvojkolesových elektrických vozidiel
Táto forma na hlboké ťahanie predných a zadných...
-
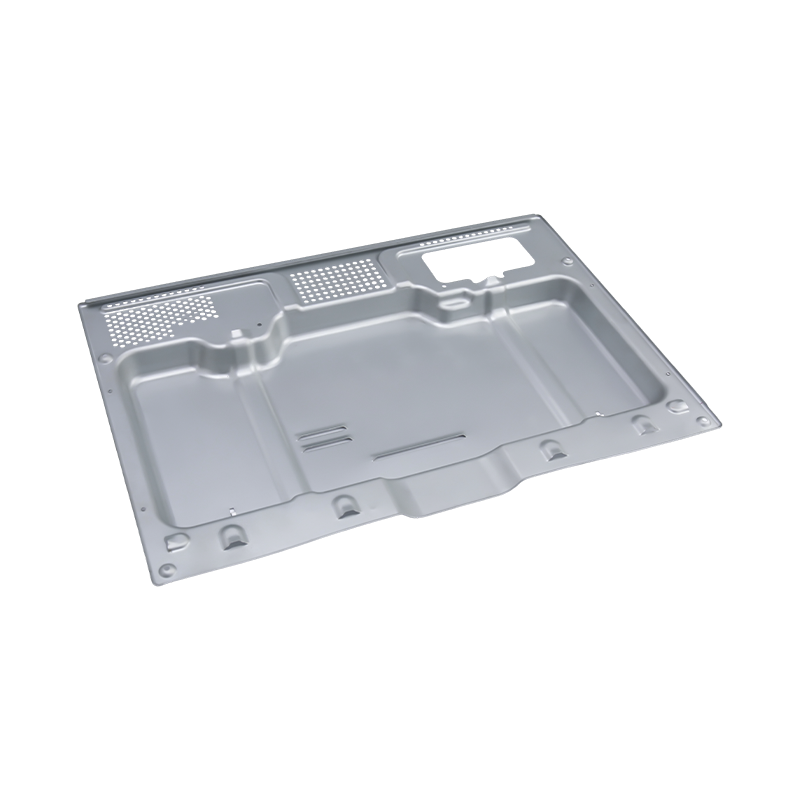
Špičkové diely na lisovanie pecí
Naše špičkové diely na lisovanie pecí sú precíz...
-
Lisovacie diely autosedačiek
Diely na lisovanie autosedačiek sú základné kov...
Správy z priemyslu
Domov / Správy / Správy z priemyslu / Diely na lisovanie autosedačiek: Sprievodca kvalitou a prispôsobením
Diely na lisovanie autosedačiek: Sprievodca kvalitou a prispôsobením
2026-05-13
Čo sú to časti na lisovanie autosedačiek a prečo na nich záleží
Lisovacie diely autosedačiek sú presne tvarované kovové komponenty, ktoré slúžia ako konštrukčné jadro kostry automobilových sedadiel. Tieto diely sú vyrábané vysoko presnými lisovacími procesmi a sú tvarované z vysokopevnostných plechov z ocele alebo hliníkovej zliatiny pomocou lisovacích nástrojov pod tisíckami ton lisovacej sily. Výsledkom je komponent s konzistentnou hrúbkou steny, čistými hranami a úzkymi rozmerovými toleranciami – vlastnosti, o ktorých sa v automobilových aplikáciách nedá vyjednávať.
Na rozdiel od zváraných alebo odlievaných alternatív, lisované diely ponúkajú vynikajúcu opakovateľnosť a integritu povrchu. V zostave sedadla fungujú ako nosná kostra, ktorá je priamo prepojená s vankúšmi sedadla, nastavovacími konzolami a sklápacími mechanizmami. Akákoľvek rozmerová odchýlka týchto komponentov sa šíri celým systémom sedadiel, čo ovplyvňuje pohodlie aj bezpečnosť cestujúcich.
Globálny trh s automobilovými sedadlami bol v roku 2023 ocenený na viac ako 68 miliárd USD a kovové konštrukcie sedadiel predstavujú podstatnú časť materiálových nákladov na jedno sedadlo. Výber správnych lisovacích dielov – a správneho dodávateľa – priamo ovplyvňuje efektivitu montáže, životnosť produktu a súlad s predpismi.
Výber materiálu: Vysokopevnostná oceľ vs. hliníková zliatina
Dva dominantné materiály pre kovové lisovacie diely pre autosedačky sú vysokopevnostná oceľ (HSS) a zliatina hliníka. Každý z nich ponúka odlišný profil výkonu a správny výber závisí od konkrétnej polohy sedadla, platformy vozidla a cieľovej hmotnosti.
| Nehnuteľnosť | Vysokopevnostná oceľ | Zliatina hliníka |
|---|---|---|
| Pevnosť v ťahu | 590–1500 MPa | 200 – 500 MPa |
| Hmotnosť | Vyššie | ~35% ľahší ako oceľ |
| Odolnosť proti korózii | Vyžaduje náter | Prirodzene odolný |
| náklady | Nižšia | Vyššie |
| Typická aplikácia | Bočné rámy, podlahové konzoly | Sedadlá EV, športové a prémiové segmenty |
Pokročilé vysokopevnostné ocele (AHSS), ako sú dvojfázové (DP) a martenzitické (MS) triedy, sa teraz široko používajú v bočných rámoch sedadiel a priečnikoch, kde je kritická absorpcia energie nárazu. Tieto triedy umožňujú zníženie hrúbky steny bez obetovania konštrukčného výkonu – kľúčový faktor pri súčasnom plnení cieľov hmotnosti a bezpečnosti.
Hliníkové zliatiny, najmä série 5xxx a 6xxx, sú čoraz viac špecifikované v platformách elektrických vozidiel, kde každý kilogram zníženia hmotnosti priamo predlžuje dojazd. Hoci hliníkové výlisky vyžadujú komplexnejšie nástroje a stratégie tvárnenia kvôli nižšej ťažnosti, návratnosť v redukcii hmoty často odôvodňuje investície do veľkoobjemových programov.

Výkon zaťaženia: statické, dynamické a vibračné požiadavky
Diely na lisovanie autosedačiek musia spoľahlivo fungovať v troch rôznych kategóriách zaťaženia počas životnosti vozidla. Pochopenie týchto požiadaviek je nevyhnutné pri hodnotení špecifikácií dielov alebo kvalifikovaní dodávateľa.
Statická nosnosť
Statické zaťaženie sa vzťahuje na nepretržitú hmotnosť cestujúcich a samotnú zostavu sedadla. Regulačné normy ako ECE R17 (Európa) a FMVSS 207/210 (USA) definujú minimálne prahové hodnoty zaťaženia pre ukotvenie sedadiel a konštrukčné komponenty. Typický rám sedadla musí vydržať zaťaženie zozadu 20-násobkom hmotnosti sedadla bez trvalej deformácie. Lisovacie časti, ktoré tvoria základnú koľajnicu, bočnú konzolu a montážne rozhranie sklápača, sú pri týchto testoch primárne cesty zaťaženia.
Dynamické zaťaženie a nárazový výkon
K dynamickým zaťaženiam dochádza pri zrýchľovaní vozidla, brzdení a – čo je najdôležitejšie – pri nehodách. Pri čelnom náraze musia konštrukcie sedadiel obmedzovať sily bezpečnostných pásov až do 30 kN pri zachovaní dostatočnej štrukturálnej integrity, aby sa zabránilo vniknutiu cestujúcich do priľahlých sedacích zón. Geometria razenia, orientácia zrna a tepelné spracovanie ocele ovplyvňujú to, ako diel absorbuje a prerozdeľuje tieto impulzné sily.
Odolnosť proti vibráciám
Počas typickej životnosti vozidla 200 000 kilometrov sú komponenty sedadla vystavené nepretržitým nízkofrekvenčným vibráciám z povrchov vozoviek a zdrojov hnacej sústavy. Lisované diely s nekonzistentnou hrúbkou, zvyškovým tvarovacím napätím alebo mikrotrhlinami na polomeroch ohybu sú v týchto podmienkach náchylné na únavové zlyhanie. Rovnomerná hrúbka naprieč lisovaným profilom – priamym produktom presnej konštrukcie lisovnice a riadenia lisu – je najúčinnejším protiopatrením proti únave spôsobenej vibráciami.
Štandardné diely pre bezpečnosť automobilov: Kontrola zhody a kvality
Splnenie definície automobilové bezpečnostné štandardné diely vyžaduje viac ako len certifikáciu materiálu. Vyžaduje si to zdokumentovaný proces riadenia kvality, ktorý zahŕňa vstupný materiál, kontrolu počas procesu a výstupnú kontrolu – to všetko je možné sledovať až po hotový diel.
Nasledujúce metódy kontroly sú štandardnou praxou pri kvalifikovaných lisovacích operáciách:
- Kontrola súradnicového meracieho stroja (CMM): Overuje kritické rozmery podľa technického výkresu s toleranciami až ±0,1 mm. Používa sa na kontrolu prvého výrobku a pravidelné odbery vzoriek počas výrobných sérií.
- Testovanie tvrdosti (Rockwell/Vickers): Potvrdzuje, že tepelné spracovanie po lisovaní dosiahlo cieľové mechanické vlastnosti, najmä v komponentoch AHSS, kde distribúcia martenzitovej fázy priamo ovplyvňuje pevnosť.
- Kontrola povrchu a hrán: Vizuálne a hmatové kontroly na výskyt otrepov, prasklín a povrchovej kontaminácie, ktoré by mohli ovplyvniť montáž zostavy alebo urýchliť koróziu počas prevádzky.
- Testovanie soľným postrekom: Hodnotí systém ochrany proti korózii (e-povlak, zinkovanie alebo fosfátovanie) aplikovaný na oceľové výlisky. Štandardné automobilové požiadavky sa pohybujú od 240 do 1 000 hodín vystavenia soľnej hmle bez tvorby červenej hrdze.
- Deštruktívne skúšanie ťahom a ohybom: Overuje mechanické vlastnosti zvarových spojov a kritických ohybových zón, pričom zaisťuje, že nedochádza k delaminácii alebo praskaniu pri koncentráciách napätia.
Súlad so systémami kvality – zvyčajne IATF 16949 pre dodávateľov automobilového priemyslu – poskytuje rámec, v ktorom sa tieto metódy kontroly dôsledne používajú. Diely dodávané bez tejto certifikácie nesú vyššie riziko nezistených zmien procesu, ktoré sa môžu premietnuť priamo do zlyhaní v teréne alebo nákladného stiahnutia z trhu.
Kompatibilita medzi polohami sedadiel a modelmi vozidiel
Jedna z praktických výhod presnosti kovové lisovacie diely pre autosedačku aplikácie je ich prispôsobivosť naprieč viacerými polohami sedadiel a architektúrami vozidiel. Aj keď sa geometria dielov medzi konfiguráciami vodiča, spolujazdca a zadných sedadiel líši, základný výrobný proces a štandardy kvality zostávajú konzistentné.
Sedadlá vodiča a predného spolujazdca
Časti lisovania predných sedadiel sú štrukturálne najzložitejšie a integrujú montážne body pre moduly bočných airbagov, koľajničky na nastavenie výšky, posúvače vpredu a vzadu a ukotvenia predpínačov bezpečnostných pásov. Presnosť rozmerov na týchto rozhraniach je kritická: napríklad nesprávne zarovnaný montážny otvor držiaka airbagu môže spôsobiť chyby načasovania aktivácie, ktoré ohrozujú ochranu cestujúcich. Rámy predných sedadiel tiež podliehajú najvyššej regulačnej kontrole v rámci protokolov nárazových testov.
Konštrukcie zadných sedadiel
Časti lisovania zadných sedadiel majú často širšie prierezy a musia sa prispôsobiť sklápacím mechanizmom na platformách SUV a vozňov. Tieto diely vyžadujú tesné tolerancie rovinnosti, aby sa zabezpečilo rovnomerné zaťaženie cez líniu sklopného závesu a konzistentné zapadnutie západky. V trojradových vozidlách sú rámy sedadiel v druhom a treťom rade často zdieľané medzi modelovými variantmi, vďaka čomu je zameniteľnosť dielov priamym hnacím motorom nákladov, ktorý efektívne podporuje presné lisovanie.
Naprieč všetkými polohami sedadiel musia byť rozmery rozhrania medzi lisovanými komponentmi rámu a priľahlými systémami – spony z penovej výplne, sklápače, skrutky podlahových koľajníc – v súlade s bežnými automobilovými montážnymi normami. Diely, ktoré vyhovujú týmto rozmerovým konvenciám, možno integrovať do nových programov vozidiel s minimálnou úpravou nástrojov, čím sa skráti čas potrebný na vývoj a náklady na kvalifikáciu pre výrobcov OEM aj dodávateľov na trhu s náhradnými dielmi.
Predchádzajúci príspevok
Dizajn matrice na hlboké ťahanie: Dierovač, matrica, vôľa a viacstupňová redukcia
Ďalší príspevok
Ľahké, vysoko presné: Stratégie hlbokokreslovej matrice na riadenie karosérie EV Inovácia
náš Produkty.
Začnite podnikať s výrobcom OEM práve tu!
Poskytnite globálnym zákazníkom kompletné riešenia na kľúč
cez
inovácie!
RÝCHLE ODKAZY
KONTAKTNÉ INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
Autorské práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všetky práva vyhradené. Vlastná raznica Výrobcovia kovových razníc
