-
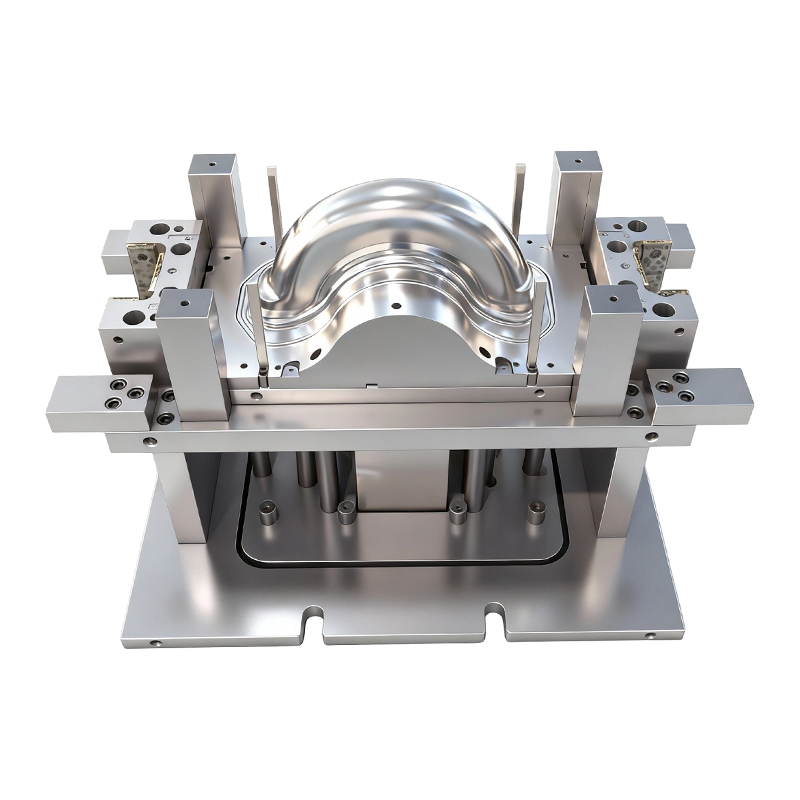
Forma na hlboké ťahanie pre predné a zadné kolesá dvojkolesových elektrických vozidiel
Táto forma na hlboké ťahanie predných a zadných...
-
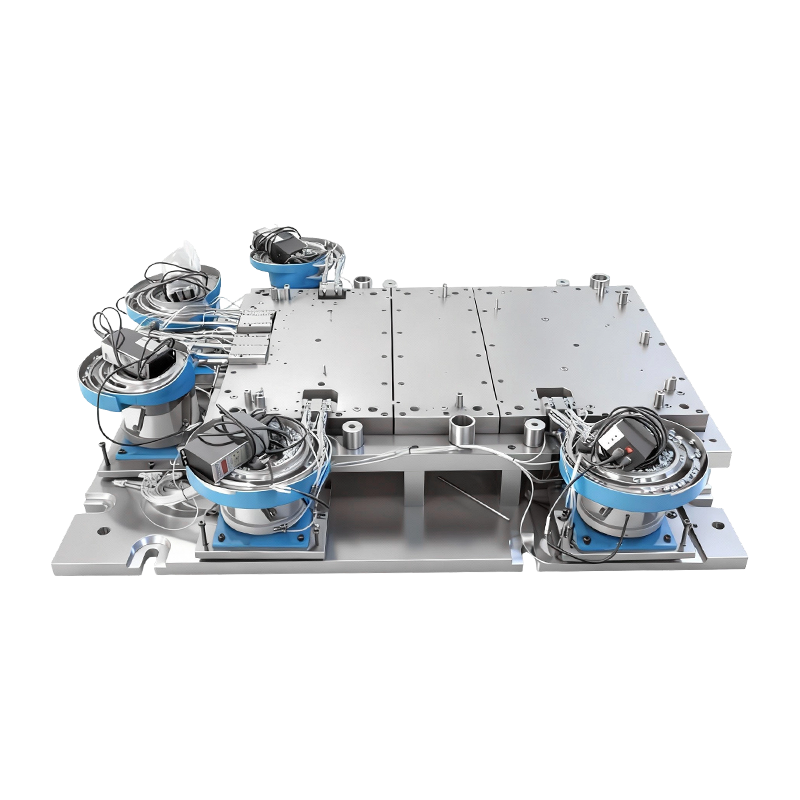
Automatická nitovacia forma pre veľkú základňu počítačového stroja
Táto automatická nitovacia forma pre základňu v...
-
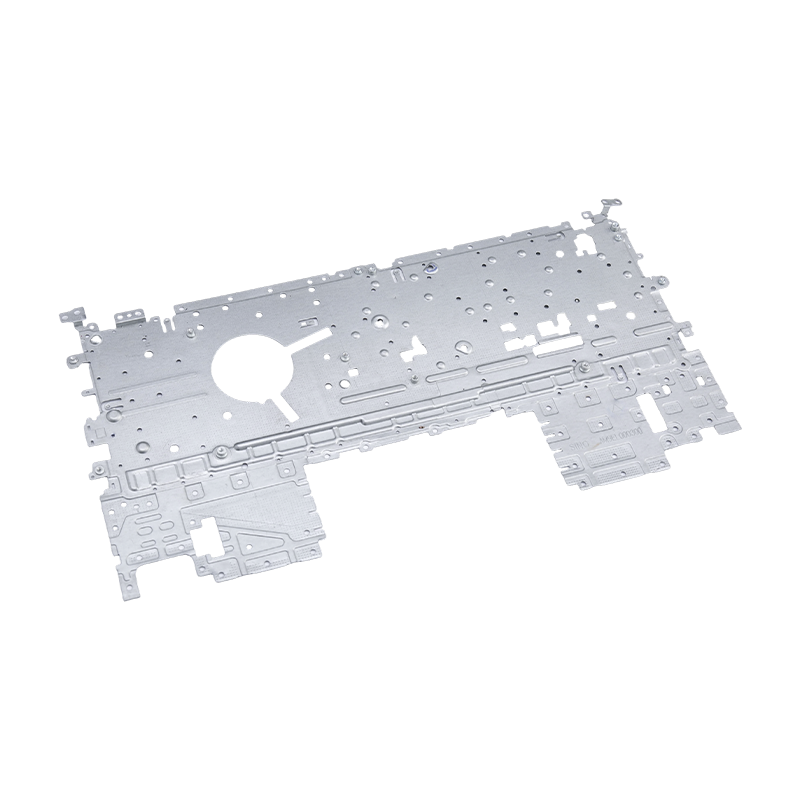
Diely na lisovanie notebookov
Naše lisovacie diely pre notebooky sú precízne ...
-
Špičkové diely na lisovanie pecí
Naše špičkové diely na lisovanie pecí sú precíz...
-

Diely na lisovanie konca plynovej nádrže
Časti na lisovanie koncov plynových nádrží sú h...
-

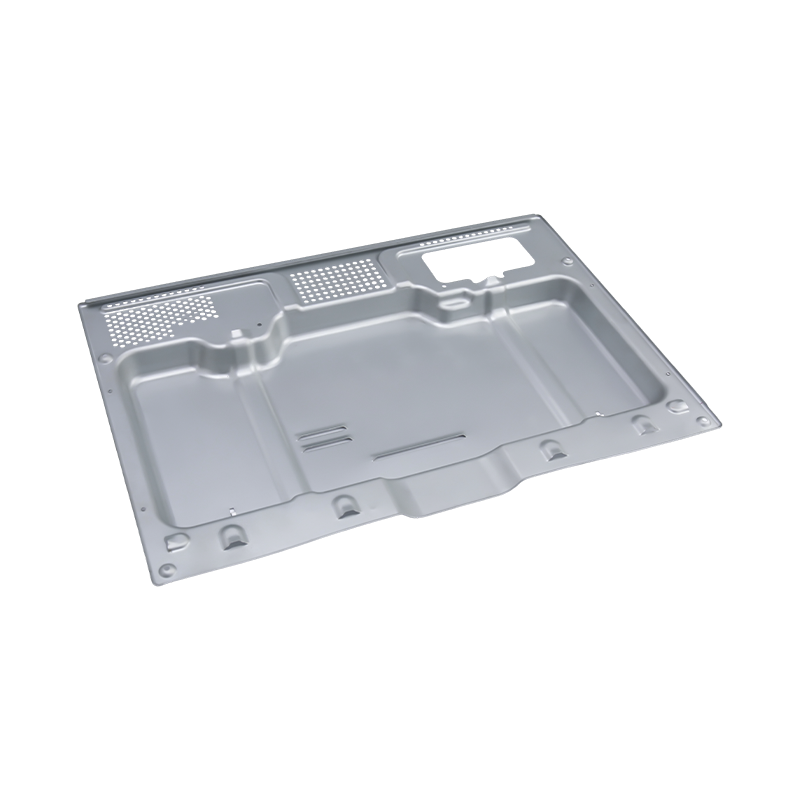
Lisovacie diely krytu batérie
Naše diely na lisovanie krytu batérie sú presne...
Správy z priemyslu
Domov / Správy / Správy z priemyslu / Ľahké, vysoko presné: Stratégie hlbokokreslovej matrice na riadenie karosérie EV Inovácia
Ľahké, vysoko presné: Stratégie hlbokokreslovej matrice na riadenie karosérie EV Inovácia
2026-05-07
Čím sa automobilové hlbokoťažné matrice líšia od štandardných nástrojov
Hlbokoťažné matrice používané pri výrobe automobilov a elektrických vozidiel nie sú zameniteľné s univerzálnymi plechovými nástrojmi. Sú to účelovo skonštruované systémy zložené zo štyroch primárnych komponentov – razidiel, lisovníc, držiakov polotovarov a súprav lisovníc – z ktorých každý je optimalizovaný na spoločnú prácu pri extrémnom zaťažení tvárnenia. V typickom automobilovom lisovacom lise razník klesá do dutiny formy, zatiaľ čo držiak polotovaru vyvíja riadený tlak smerom nadol na prírubu plechu, čím vedie tok kovu do dutiny bez zvrásnenia alebo trhania. Sada lisovníc poskytuje pevný konštrukčný rám, ktorý udržuje zarovnanie pri cyklickom zaťažení, ktoré môže presiahnuť niekoľko stoviek ton na zdvih.
Čo odlišuje automobilovú triedu hlboká kresba zomrie je presnosť požadovaná v celom nástroji. Zvyčajne sa dodržiava rozmerová presnosť ±0,02 mm cez kritické tvarovacie povrchy, požiadavka vyplývajúca zo skutočnosti, že kumulatívne odchýlky naprieč panelom karosérie – napríklad vonkajším panelom dverí – sa priamo premietajú do viditeľných povrchových defektov alebo montážnych medzier, ktoré ovplyvňujú tak estetiku, ako aj konštrukčné prispôsobenie. Povrchová úprava na polomeroch razníka a matrice je rovnako dôležitá: hodnota Ra ≤0,05 μm (pri zrkadlovej kvalite) minimalizuje stenčenie a ryhovanie spôsobené trením, najmä pri spracovaní vysokopevnostných alebo ľahkých zliatin.
Tvarovateľnosť hliníkovej zliatiny a úloha bodu topenia hliníka pri navrhovaní procesu
Zliatina hliníka sa stal dominantným ľahkým materiálom pre tradičné automobilové panely karosérie a konštrukčné komponenty elektromobilov, a to vďaka priaznivému pomeru pevnosti k hmotnosti, odolnosti voči korózii a recyklovateľnosti. Hliník však predstavuje jedinečné výzvy pri hlbokom ťahaní, ktoré priamo súvisia s jeho materiálovými vlastnosťami – vrátane jeho tepelného správania vo vzťahu k bod topenia hliníka .
Čistý hliník sa topí pri približne 660 °C , ale hliníkové zliatiny používané pri lisovaní automobilov – predovšetkým série 5xxx (Al-Mg) a 6xxx (Al-Mg-Si) – majú rozsahy tavenia začínajúce o niečo nižšie v závislosti od zloženia zliatiny. Zatiaľ čo samotný bod tavenia hliníka nie je priamo dosiahnutý počas lisovania za studena, je veľmi dôležitý pre dve oblasti súvisiace s procesom: tvárnenie za tepla a riadenie chladenia lisovnice. Pri tvárnení hliníka za tepla sa polotovary zahrievajú na 200 – 300 °C (starostlivo zvolená časť bodu tavenia), aby sa zvýšila ťažnosť a znížilo sa spätné pruženie, čo umožňuje výrobu zložitých geometrií, ktoré by za podmienok tvárnenia pri okolitej teplote praskali. Konštruktéri lisovníc musia brať do úvahy tepelnú rozťažnosť pri týchto teplotách, podľa toho prekalibrovať vôle a parametre sily držiaka polotovaru.
Dokonca aj pri konvenčnom hlbokom ťahaní za studena môže trecie teplo generované na rozhraní raznice-výlisek a matrice výrazne zvýšiť lokálne povrchové teploty. V prípade hliníkových zliatin, ktoré majú relatívne nízku teplotu topenia v porovnaní s oceľou, nadmerné lokálne zahrievanie urýchľuje odieranie – prenos lepidla hliníka na povrch matrice – čo zhoršuje kvalitu povrchu, zvyšuje tvárniace sily a skracuje životnosť nástroja. Preto je pri spracovaní obzvlášť dôležitá stratégia mazania a výber povrchovej úpravy matrice hliníkovej zliatiny listy.
Bežné automobilové hliníkové zliatiny a ich tvarovacie charakteristiky
| Séria zliatin | Typický stupeň | Rozsah topenia (°C) | Kľúčová aplikácia |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607–649 | Vnútorné časti kapoty, vnútorné časti dverí, kryty EV |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610–655 | Vonkajšie panely karosérie, konštrukčné uzávery |
| Mg-Al (horčík-hliník) | AZ31, AM60 | 470–630 | Kryty batérií EV, prístrojové dosky |
Dizajn lisovnice špecifický pre EV: Pomery hlbokého ťahu, kryty batérií a odľahčenie
Výroba elektrických vozidiel kladie požiadavky na hlbokoťažné matrice, ktoré presahujú rámec toho, čo vyžaduje tradičné automobilové lisovanie. Technicky najnáročnejšou aplikáciou je vytvorenie puzdier batérií zo zliatiny horčíka a hliníka – veľké, hlboké, štrukturálne zložité kryty, ktoré chránia polia batériových článkov a zároveň prispievajú k celkovej hmotnosti vozidla. Tieto komponenty vyžadujú pomery hlbokého ťahania presahujúce 2,5:1 (pomer priemeru polotovaru k priemeru razníka), čo posúva materiál na hranice ťažnosti a vyžaduje výnimočnú konštrukciu lisovnice, aby sa zabránilo praskaniu príruby alebo nadmernému stenčovaniu stien.
Minimalizácia stenčenia materiálu naprieč ťahanou stenou je kritická pre kryty batérií, pretože rovnomernosť hrúbky steny priamo ovplyvňuje tuhosť konštrukcie a nárazový výkon. Konštruktéri zápustiek to riešia prostredníctvom niekoľkých koordinovaných stratégií: optimalizácia polomeru dierovacej hlavy, aby sa napätie rovnomernejšie rozložilo, implementácia profilov variabilnej sily držiaka polotovaru (BHF), ktoré zvyšujú tlak progresívne so zvyšujúcou sa hĺbkou ťahania, a aplikácia viacstupňových sekvencií ťahania pre obzvlášť hlboké geometrie namiesto pokusov o jednooperačné tvarovanie.
Posun smerom k odľahčovaniu tiež viedol k prijatiu modulárnych štruktúr matrice v programoch EV. Namiesto obrábania monolitického bloku lisovnice modulárne konštrukcie používajú vymeniteľné doštičky pre oblasti s vysokým opotrebovaním, ako sú polomery vstupu lisovnice a rohy lisovnice. Tento prístup znižuje náklady na nástroje na program vozidla o 20 – 35 % v scenároch s veľkým objemom, pretože opotrebované vložky možno vymeniť bez zošrotovania celej súpravy lisovníc. Modulárne matrice tiež umožňujú rýchlejšie prispôsobenie, keď počas vývojového cyklu EV dôjde k opakovaniu dizajnu, ktorý má tendenciu sa pohybovať rýchlejšie ako tradičné automobilové programy.
Ovládanie sily držiaka polotovaru: Zabraňuje súčasne pokrčeniu a praskaniu
Sila držiaka polotovaru je jedinou najvplyvnejšou premennou procesu pri hlbokom ťahaní a jej správna kalibrácia je to, čo oddeľuje stabilný výrobný proces od procesu náchylného na šrot. Príliš málo BHF umožňuje, aby sa príruba vychýlila pri tlakovom obvodovom namáhaní, čím sa vytvárajú záhyby, ktoré sa v nasledujúcich operáciách nedajú vyrovnať. Príliš veľa BHF bráni toku kovu do dutiny matrice, čo spôsobuje lom v stene v ťahu – zvyčajne v polomere razidla, kde je materiál najtenší.
Pre hliníkovej zliatiny plechy, prijateľné okno BHF je užšie ako pre nízkouhlíkovú oceľ, pretože hliník má nižší exponent deformačného spevnenia a je citlivejší na lokalizované stenčenie. Moderný automobilový priemysel hlboká kresba zomrie riešiť to pomocou hydraulických alebo servoriadených držiakov polotovarov, ktoré môžu dynamicky upravovať tlak v reálnom čase na základe spätnej väzby od snímačov zaťaženia zabudovaných v štruktúre matrice. Toto riadenie s uzavretou slučkou je obzvlášť cenné pri ťahaní komponentov zo zliatiny horčíka a hliníka pri zvýšených teplotách, kde sa napätie toku materiálu neustále mení, keď sa blank počas zdvihu ochladzuje.
Pri nastavovaní parametrov držiaka polotovaru pre novú operáciu hlbokého ťahania musia byť vyvážené nasledujúce faktory:
- Medza klzu a predĺženie materiálu: Zliatiny s vyššou pevnosťou vyžadujú väčšiu BHF, aby sa predišlo pokrčeniu, ale zároveň sú náchylnejšie na praskanie, čo si vyžaduje užšiu kontrolnú šírku pásma.
- Prázdna geometria a hĺbka kreslenia: Nekruhové polotovary – bežné v aplikáciách dverových panelov a krytov batérií – vytvárajú nerovnomerné rozloženie napätia príruby, čo si vyžaduje segmentované držiaky polotovarov alebo držiaky polotovarov s premenlivou geometriou.
- Hrúbka mazacieho filmu: Hrubšie mazacie filmy znižujú trenie a znižujú BHF potrebné na zabránenie zadretiu, ale nadmerné mazanie môže spôsobiť účinky hydroplaningu, ktoré destabilizujú tok kovu.
- Rýchlosť zdvihu lisu: Vyššie rýchlosti lisovania zvyšujú rýchlosti deformácie, čo ovplyvňuje namáhanie hliníka pri toku a zužuje bezpečný rozsah BHF – kritické hľadisko pri škálovaní od prototypu k sériovej lisovacej linke.
Vývoj matrice riadený simuláciou a inteligentné monitorovanie v hromadnej výrobe
Moderný vývoj automobilových foriem sa už nespolieha len na fyzické vyskúšanie. Simulácia tvárnenia založená na analýze konečných prvkov (FEA) – pomocou softvérových platforiem, ako sú AutoForm alebo Dynaform – umožňuje inžinierom zápustiek virtuálne otestovať podmienky tvárnenia predtým, ako sa vyreže jeden kus nástrojovej ocele. Simulácia presne predpovedá distribúciu stenčovania, rizikové zóny vrások, veľkosť pruženia a požiadavky na tvarovaciu silu, čo umožňuje konštruktérom výpočtovo optimalizovať geometriu razníka, polomery vstupu zápustky a profily BHF. Pre hliníkovej zliatiny komponentov so zložitým zakrivením môže simulácia znížiť počet opakovaní fyzických pokusov o 40–60 %, čím sa výrazne skrátia časové harmonogramy vývoja lisovníc.
Akonáhle razy vstúpia do sériovej výroby, inteligentné monitorovacie systémy udržia stabilitu procesu počas tisícok zdvihov za zmenu. Senzory akustickej emisie detegujú začiatok odierania alebo ryhy na povrchu skôr, ako sa stane viditeľným. Pole tenzometrov v štruktúre matrice sledujú tvarovaciu silu v reálnom čase, označujú odchýlky, ktoré naznačujú variáciu materiálu polotovaru alebo poruchu maziva. Systémy videnia vykonávajú 100% optickú kontrolu nakreslených dielov ihneď po ich vysunutí, merajú kritické rozmery oproti nominálnym hodnotám CAD a automaticky označujú diely, ktoré sú mimo tolerancie, na odstránenie predtým, ako sa dostanú k ďalšej montáži.
Táto integrácia simulácie a monitorovania v tlači odráža širšiu transformáciu odvetvia: hlboká kresba zomrie už nie sú pasívne nástroje, ale aktívne komponenty dátovo riadeného výrobného systému. Pre výrobcov automobilov a elektromobilov, ktorí sa zaviazali k výrobným cieľom s nulovými chybami, nie je investovanie do simuláciou overených návrhov lisovníc a výrobných nástrojov vybavených senzormi prvotriednou možnosťou – ide o konkurenčnú základnú požiadavku, pretože priemysel urýchľuje svoj posun smerom k odľahčovaniu pomocou pokročilých technológií. hliníkovej zliatiny materiály.

Predchádzajúci príspevok
Diely na lisovanie autosedačiek: Sprievodca kvalitou a prispôsobením
Ďalší príspevok
Kovové lisovacie diely: Typy a aplikácie
náš Produkty.
Začnite podnikať s výrobcom OEM práve tu!
Poskytnite globálnym zákazníkom kompletné riešenia na kľúč
cez
inovácie!
RÝCHLE ODKAZY
KONTAKTNÉ INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
Autorské práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všetky práva vyhradené. Vlastná raznica Výrobcovia kovových razníc
