-
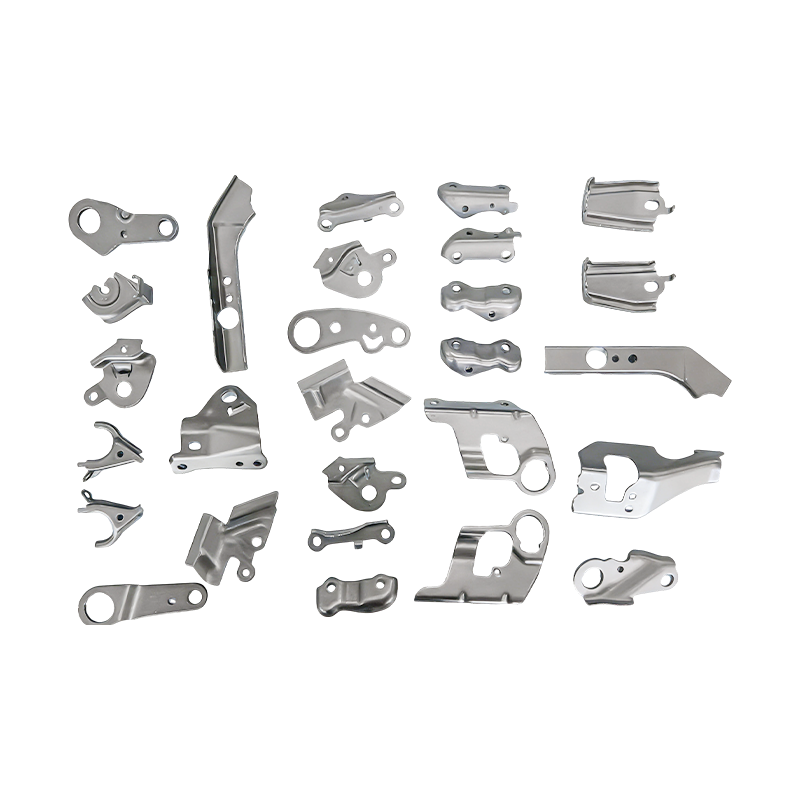
Malé automobilové diely progresívne lisovacie diely
Naše diely na progresívne lisovanie malých auto...
-
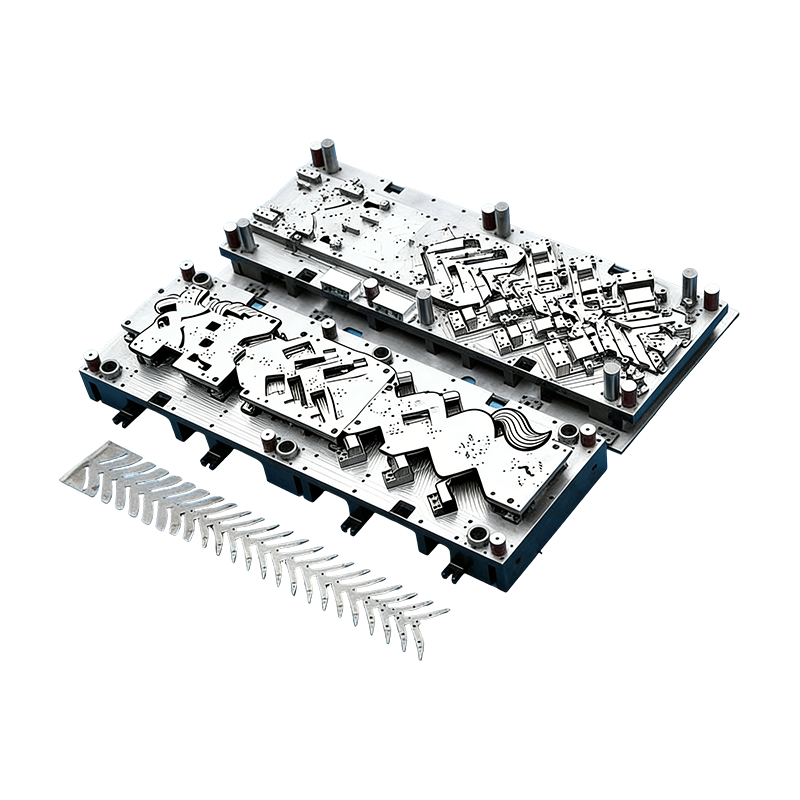
Progresívne formy pre automobilové diely
Táto kontinuálna forma na kryty automobilových ...
-
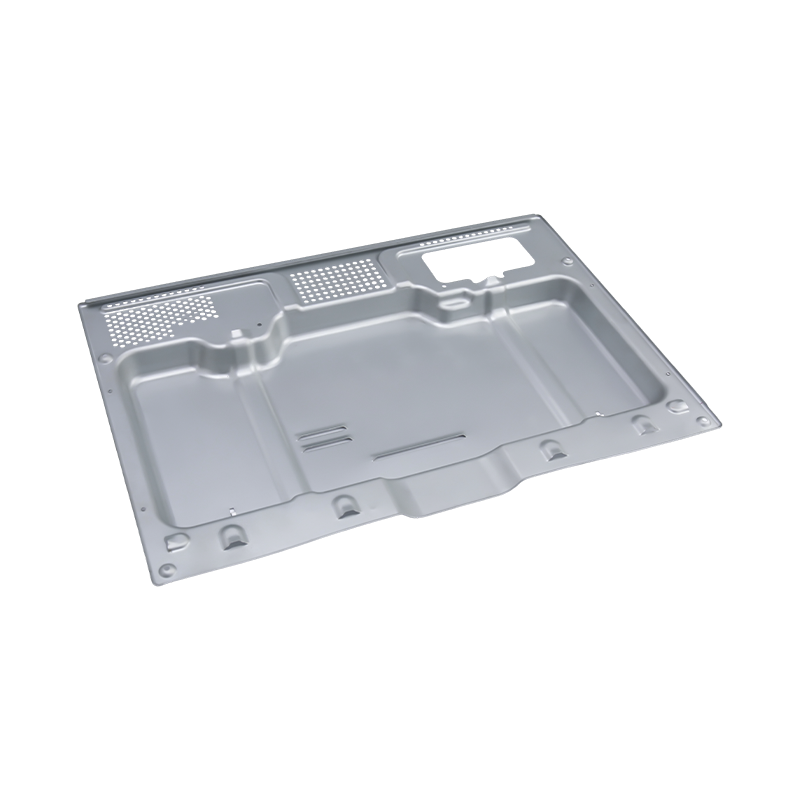
Špičkové diely na lisovanie pecí
Naše špičkové diely na lisovanie pecí sú precíz...
-
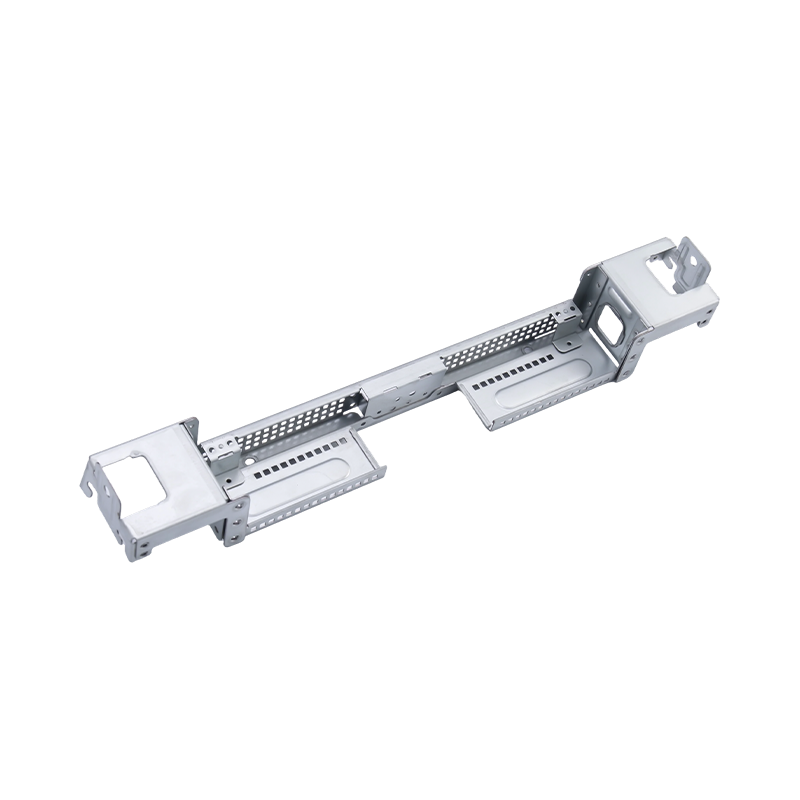
Špičkové veľké počítačové lisovacie diely
Naše špičkové diely na lisovanie veľkých počíta...
-
Malé lisované diely pre notebooky a mobilné telefóny
Ako základné interné komponenty pre modernú pre...
-

Lisovacie diely pre ťažké nákladné autá
Naše lisovacie diely pre ťažké nákladné vozidlá...
Správy z priemyslu
Domov / Správy / Správy z priemyslu / Porovnanie nákladov: Kovové lisovacie diely a Kovové výkresové diely v roku 2026
Porovnanie nákladov: Kovové lisovacie diely a Kovové výkresové diely v roku 2026
2026-02-25
Prečo sú porovnávania nákladov medzi týmito dvoma procesmi často zavádzajúce
Keď výrobcovia hodnotia diely na lisovanie kovov v porovnaní s výrobkami dielov na ťahanie kovov, konverzácia takmer vždy začína jednotkovou cenou – a to je presne to miesto, kde väčšina porovnávaní nákladov nefunguje správne. Cena za kus viditeľná na cenovej ponuke dodávateľa odráža iba jednu vrstvu viacvrstvovej štruktúry nákladov, ktorá zahŕňa amortizáciu nástrojov, využitie materiálu, sekundárne operácie, výpadok kvality a dopady na dodaciu dobu. Kovový lisovaný diel s cenou 0,45 $ za kus môže obsahovať 85 000 $ v progresívnom lisovacom nástroji, ktorý si vyžaduje 900 000 jednotiek na amortizáciu, zatiaľ čo produkt na kovový ťahaný diel za 0,78 $ za kus nemusí vyžadovať žiadne sekundárne obrábanie a nulové montážne kroky, pretože ťahaná geometria integruje prvky, ktoré lisovanie nedokáže vyrobiť v jednej operácii. Presné vyhodnotenie týchto dvoch procesov v roku 2026 si vyžaduje vytvorenie modelu celkových nákladov na vlastníctvo, a nie samostatné porovnávanie jednotkových cien riadkových položiek.
Toto porovnanie sa v roku 2026 stalo zložitejším, pretože kolísanie cien materiálu – najmä ocele valcovanej za studena, nehrdzavejúcej ocele a hliníka – posunulo relatívnu ekonomiku týchto dvoch procesov spôsobmi, ktoré pred dvoma alebo tromi rokmi neexistovali. Hlboké ťahanie je materiálovo náročný proces, pri ktorom je veľkosť polotovaru podstatne väčšia ako stopa hotového dielu, čo znamená, že kolísanie nákladov na surovinu postihuje ťahané diely silnejšie na základe kusu ako lisované ploché polotovary. Pochopenie toho, kde sa každý proces nachádza v aktuálnom nákladovom prostredí, si vyžaduje individuálne preskúmanie každého nákladového faktora pred syntézou celkového porovnania.
Investícia do nástrojov: Počiatočné náklady a amortizácia
Náklady na nástroje sú najväčšou jednotlivou premennou, ktorá oddeľuje ekonomiku kovové lisovacie diely od výrobky na ťahanie kovov pri nízkych až stredných objemoch výroby. Progresívna raznica pre stredne zložitú konzolu alebo koncovku – povedzme šesť až osem staníc s dvomi prepichovacími a jednou tvarovacou operáciou – zvyčajne vyžaduje investíciu v rozsahu od 40 000 do 120 000 USD v závislosti od veľkosti matrice, výberu ocele a požadovaných tolerancií. Súprava hlbokoťažných lisovníc pre plášťový komponent s porovnateľnou hrúbkou materiálu zahŕňa preťahovaciu matricu, držiak polotovaru, preťahovaciu matricu, ak je potrebných viacero ťahov, orezávaciu matricu a často obrubovaciu alebo žehliacu matricu – kompletnú rodinu nástrojov, ktorá bežne dosahuje súčet 60 000 až 200 000 USD pre stredne zložité diely.
Výpočet amortizácie závisí výlučne od ročného objemu. Zvážte nasledujúce porovnanie pre hypotetickú časť bežiacu na troch rôznych úrovniach objemu:
| Ročný objem | Cena / jednotka lisovacích nástrojov (5-ročná životnosť) | Cena kresliacich nástrojov / jednotka (5-ročná životnosť) | Náklady na nástroje |
| 50 000 jednotiek/rok | 0,32 USD | 0,52 USD | Razenie za 0,20 $/ks |
| 250 000 jednotiek/rok | 0,064 USD | 0,104 USD | Razenie za 0,04 USD/ks |
| 1 000 000 jednotiek/rok | 0,016 USD | 0,026 USD | Razenie za 0,01 USD/ks |
Výhoda nákladov na nástroje u dielov na lisovanie kovov v porovnaní s výrobkami dielov na ťahanie kovov sa rýchlo zmenšuje so zvyšovaním objemu, pretože pri veľmi vysokých objemoch sa náklady na nástroje na jednotku stávajú pre oba procesy zanedbateľné. Na absolútnom rozdiele v dolároch záleží najviac pri nízkych objemoch – čo je presne miesto, kde mnohí výrobcovia prijímajú rozhodnutia o investíciách do nástrojov – čo znamená, že porovnanie nákladov na nástroje má najväčší praktický význam práve vtedy, keď sa najdôkladnejšie skúma.
Materiálové náklady a efektívnosť využitia
Materiálové náklady na hotový diel sú tam, kde produkty kovových ťahaných dielov neustále vykazujú nevýhodu v porovnaní s kovovými lisovanými dielmi pre geometricky ekvivalentné komponenty. Hlboké ťahanie vyžaduje priemer polotovaru, ktorý je výrazne väčší ako priemer hotového dielu – pomer ťahania (priemer polotovaru vydelený priemerom razníka) sa pri operácii s jedným ťahom zvyčajne pohybuje od 1,8 do 2,2 – čo znamená, že do procesu vstupuje o 50 % až 60 % viac kovu, ako je v hotovom diele. Časť tohto materiálu sa prerozdelí do hrúbky steny ťahanej škrupiny namiesto toho, aby sa stala šrotom, ale prídavok na orezanie odstránený po ťahaní sa stáva šrotom. V prípade ťahaného puzdra z nehrdzavejúcej ocele s priemerom 100 mm a hĺbkou 60 mm môže polotovar merať priemer 230 mm, čím sa vytvorí prstenec zo šrotu so značným obsahom materiálu, ktorý sa musí pripísať späť prostredníctvom zhodnocovania šrotu s výraznou zľavou z ceny suroviny.
Naproti tomu kovové lisované diely môžu dosiahnuť mieru využitia rozloženia pásu 70 – 85 % pre diely s výhodnou geometriou – čo znamená, že 70 – 85 % hmotnosti prichádzajúcej cievky skončí ako hotový diel. Zvyšných 15 – 30 % sa stáva kostrou šrotu, ktorý sa recykluje rýchlosťou na kilogram, ktorá je zvyčajne 15 – 25 % nákupnej ceny suroviny. V roku 2026, s cenami ocele valcovanej za studena v rozmedzí od 700 do 850 USD za metrickú tonu a nehrdzavejúcej ocele na úrovni 2 200 až 2 800 USD za metrickú tonu, môže medzera vo zhodnocovaní šrotu medzi vysoko využívanými rozvrhnutiami razenia a menej efektívnymi ťažnými polotovarmi pridať 0,05 až 0,25 USD za kus v porovnaní s efektívnym rozdielom v objeme výroby lisovaných dielov v porovnaní s efektívnymi nákladmi na lisovaný materiál. 200 000 jednotiek ročne.
Náklady na prácu, čas cyklu a náklady na diel
Kovové lisovacie diely vyrábané na progresívnych lisovniciach zvyčajne bežia rýchlosťou 80 – 400 úderov za minútu, pričom každý úder vytvára jeden hotový diel. Pri 200 SPM na 80-tonovom lise s prevádzkovými nákladmi približne 60 – 90 USD za hodinu sú náklady na lis 0,005 – 0,0075 USD. Výrobky na ťahanie kovov vyžadujú viacero lisovacích operácií – vysekávanie, prvé ťahanie, preťahovanie, ak je to potrebné, orezávanie a často samostatné obrubovanie alebo prepichovanie – každá beží rýchlosťou 20 – 60 SPM vzhľadom na nižšie rýchlosti tvárnenia potrebné na riadenie toku kovu pri hlbokom ťahaní. Aj keď každá jednotlivá operácia beží rýchlosťou 40 SPM, sekvencia ťahania so štyrmi operáciami spotrebuje štyrikrát toľko kumulatívneho lisovacieho času na hotový diel ako na lisovaný diel s jedným zásahom, čím vznikajú náklady na lisovanie dielu, ktoré sú bežne 4–8× vyššie ako ekvivalentný lisovaný komponent na základe operácie na kus.
Tento výpočet sa však podstatne zmení, keď ťahaný diel eliminuje sekundárne operácie, ktoré si vyžaduje lisovaný ekvivalent. Ťahané puzdro, ktoré integruje spodok, štyri steny a prvok ráfika v jednej skupine dielov, môže nahradiť lisovanú zostavu troch alebo štyroch samostatných komponentov, ktoré musia byť zvarené alebo pripevnené dohromady. Keď sú náklady na prácu, upínacie prostriedky a riziko kvality tejto montážnej operácie zahrnuté v nákladovom modeli kovových lisovacích dielov, zdanlivá výhoda lisovania v čase cyklu môže byť čiastočne alebo úplne kompenzovaná následnými nákladmi, ktorým sa vyhýba pri kreslení.
Cena kvality, miera šrotu a sekundárne operácie
Náklady súvisiace s kvalitou ovplyvňujú tieto dva procesy odlišne a často sa pri porovnávaní počiatočných nákladov vynechávajú. Kovové lisované diely v dobre udržiavaných progresívnych matriciach so stabilnými materiálmi zvyčajne dosahujú mieru šrotu pod 0,5 % počas výroby v ustálenom stave. Výrobky s dielmi na ťahanie kovov sú citlivejšie na zmeny prichádzajúceho materiálu – najmä na variabilitu medze klzu v rámci zvitku – pretože pomer ťahania je nastavený na nominálne vlastnosti materiálu a dávka materiálu na hornom konci rozsahu medze klzu môže spôsobiť zvrásnenie alebo zlomenie pri rovnakom pomere ťahania, ktorý produkuje dobré diely s materiálom s nominálnymi vlastnosťami. Procesy ťahania pod kontrolou zvyčajne prebiehajú pri 1 – 3 % šrotu v závislosti od náročnosti ťahania a konzistencie materiálu a šrotové časti sú väčšie a ťažšie ako šrot z lisovania, čím sú materiálové náklady na kvalitu úmerne vyššie na jeden odmietnutý kus.
Sekundárne operácie zvyšujú náklady na každý typ produktu odlišne. Bežné sekundárne náklady, ktoré je potrebné zohľadniť pri zostavovaní úplného porovnania, zahŕňajú:
- Odihlovanie: Kovové lisované diely so zaslepenými hranami často vyžadujú pred montážou alebo použitím odihlovanie alebo valcovanie hrán. Nakreslené diely majú hladké, neprerušované steny bez odstrihnutých hrán na bočných stenách, aj keď okrajová obruba na okraji si vyžaduje pozornosť.
- Povrchová úprava: Oba typy dielov môžu vyžadovať pokovovanie, povlakovanie alebo pasiváciu, ale ťahané diely s uzavretou geometriou môžu spôsobiť problémy so zachytením v kúpeľoch na úpravu tekutín, ktoré ploché lisované diely nevyžadujú, niekedy vyžadujú drenážne otvory alebo špecializované regály, ktoré zvyšujú náklady na proces.
- Odstránenie zostavy: Ako je uvedené vyššie, ťahané diely často eliminujú kroky zvárania, nitovania alebo upevňovania, ktoré si lisované zostavy vyžadujú, a náklady na elimináciu montáže by sa mali pripísať k procesu ťahania v úplnom porovnaní.
- Obrábanie: Kovové lisované diely môžu dosiahnuť umiestnenie otvorov a tolerancie profilu v rozsahu ±0,05–0,10 mm bez sekundárneho obrábania. Výrobky na ťahanie kovov môžu vyžadovať opracované závity, presné dimenzovanie otvoru alebo korekciu rovinnosti na čele príruby, ktorú môže lisovanie dosiahnuť v matrici, čím sa pridávajú náklady na obrábanie vo výške 0,10 – 0,50 USD za kus pre prísne tolerované ťahané komponenty.
Rámec rozhodovania: Ktorý proces ušetrí viac peňazí v roku 2026
Na základe vyššie analyzovaných nákladových faktorov poskytuje nasledujúci rámec praktický návod na určenie, ktorý proces prináša nižšie celkové náklady pre danú aplikáciu v podmienkach trhu v roku 2026. Ani diely na lisovanie kovov, ani diely na ťahanie kovov nie sú kategoricky lacnejšie – odpoveď závisí od konkrétnej kombinácie faktorov uvedených nižšie.
| Faktor rozhodovania | Uprednostňuje kovové lisovacie diely | Uprednostňuje produkty kovových výkresových dielov |
| Geometria dielu | Plochý alebo plytký profil, 2D prvky | 3D škrupina, uzavretá forma, hlboké steny |
| Ročný objem | Akýkoľvek objem s jednoduchou geometriou | Stredná až vysoká (kompenzuje náklady na nástroje) |
| Citlivosť na materiálové náklady | Vysoké náklady na materiál – lepšie využitie | Nižšie pri kreslení eliminuje montáž |
| Montáž po prúde | Diel je jedným komponentom väčšej zostavy | Výkresová časť nahrádza viacdielnu montáž |
| Požiadavky na toleranciu | Pevné tolerancie v rovine, umiestnenie otvorov | Rovnomernosť hrúbky steny, bezšvíkové puzdro |
Najspoľahlivejším prístupom v roku 2026 je vyžiadať si súbežné cenové ponuky pre oba procesy tam, kde to geometria dielu umožňuje, pričom sa špecifikuje, že porovnanie celkových nákladov musí zahŕňať amortizáciu nástrojov, sekundárne operácie a predpoklady šrotovného, a nie samotnú jednotkovú cenu. Dodávatelia so skutočnými skúsenosťami s dielmi na lisovanie kovov a výrobkami dielov na ťahanie kovov budú schopní identifikovať, kde leží bod prechodu nákladov pre konkrétnu kombináciu dielov a objemov – a táto analýza, vykonaná dôsledne, má väčšiu hodnotu ako akékoľvek všeobecné cenové pravidlo.

Predchádzajúci príspevok
Prečo si elektronické raznice vyžadujú prísnejšie tolerancie ako raznice pre domáce spotrebiče?
Ďalší príspevok
Aký je rozdiel medzi progresívnymi a transferovými raznicami na kovové razenie?
náš Produkty.
Začnite podnikať s výrobcom OEM práve tu!
Poskytnite globálnym zákazníkom kompletné riešenia na kľúč
cez
inovácie!
RÝCHLE ODKAZY
KONTAKTNÉ INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
Autorské práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všetky práva vyhradené. Vlastná raznica Výrobcovia kovových razníc
