-
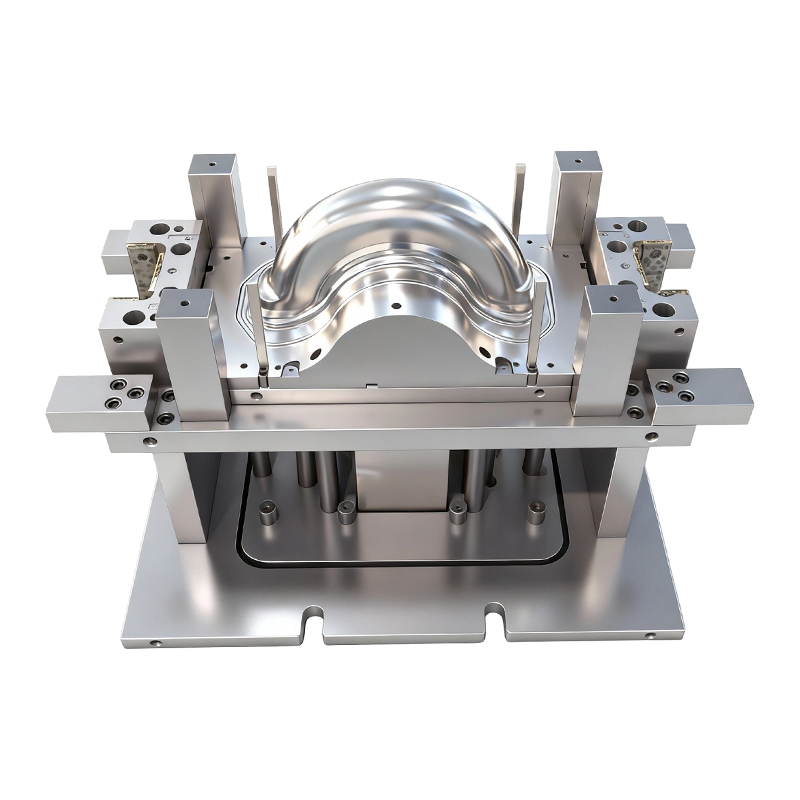
Forma na hlboké ťahanie pre predné a zadné kolesá dvojkolesových elektrických vozidiel
Táto forma na hlboké ťahanie predných a zadných...
-
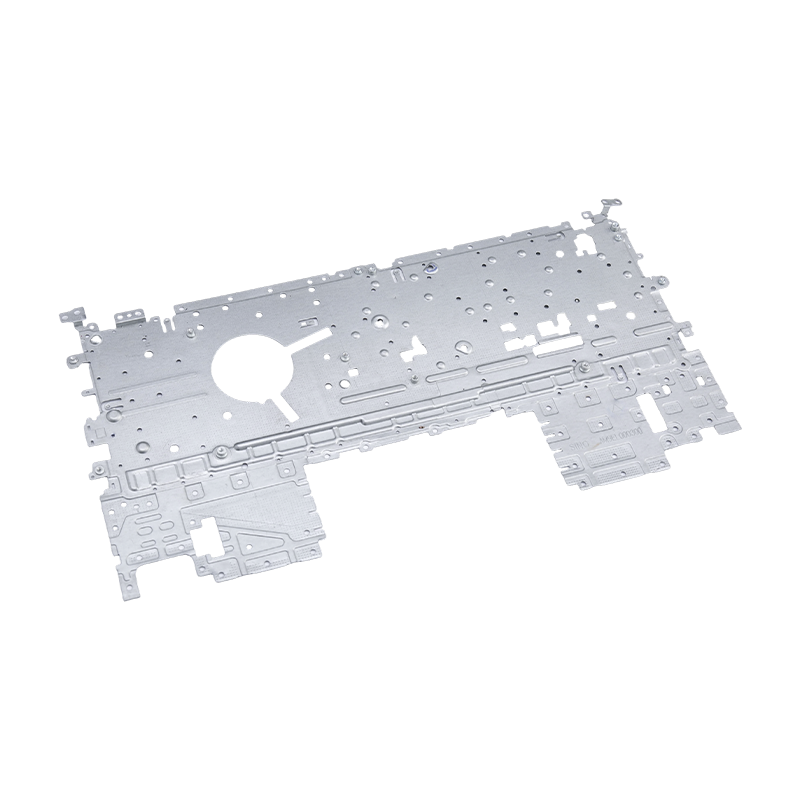
Diely na lisovanie notebookov
Naše lisovacie diely pre notebooky sú precízne ...
-
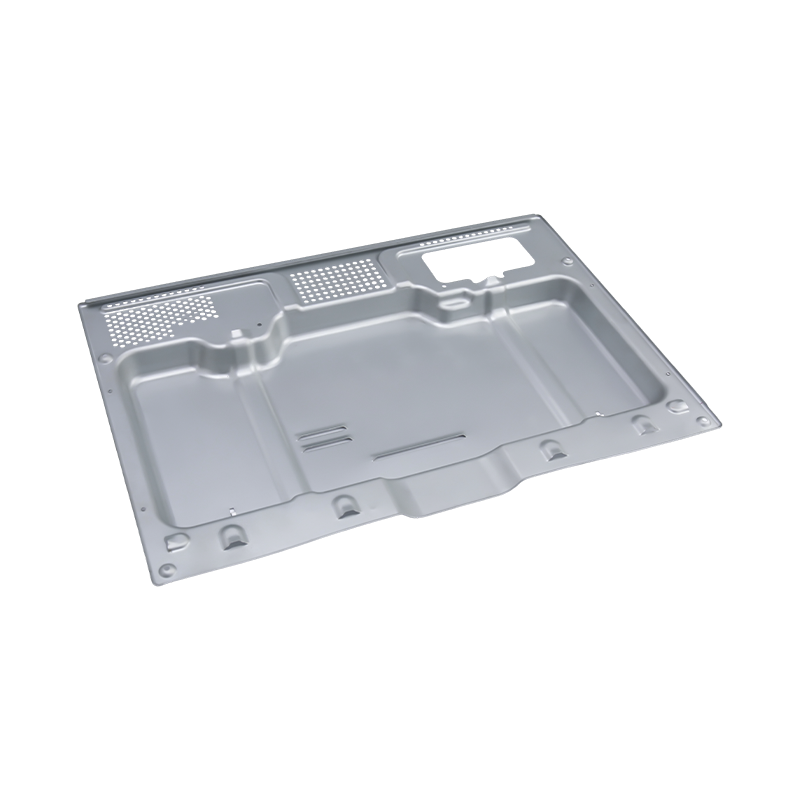
Špičkové diely na lisovanie pecí
Naše špičkové diely na lisovanie pecí sú precíz...
-

Diely na lisovanie konca plynovej nádrže
Časti na lisovanie koncov plynových nádrží sú h...
-
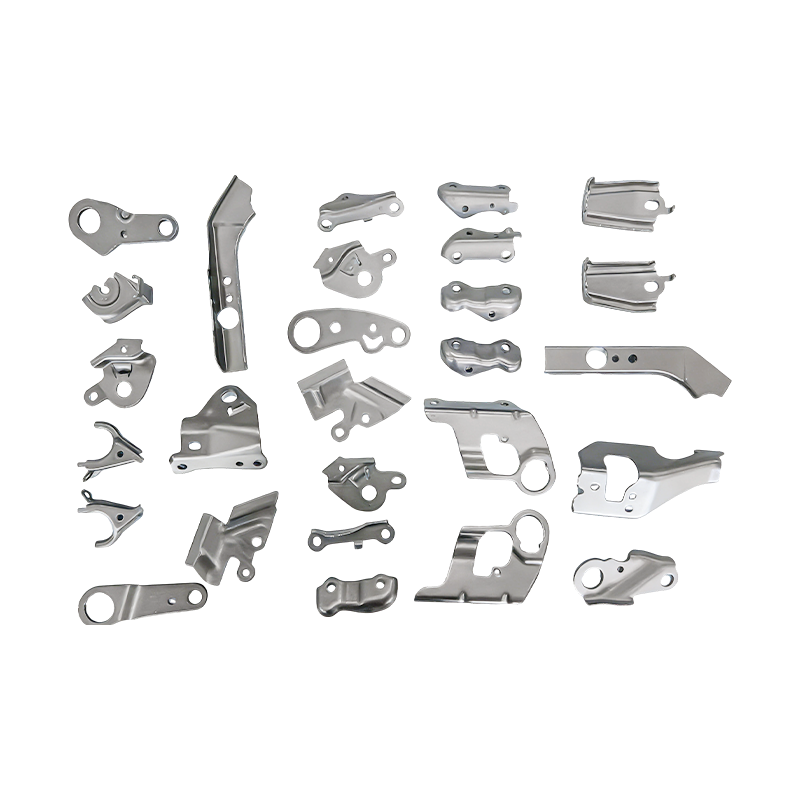
Malé automobilové diely progresívne lisovacie diely
Naše diely na progresívne lisovanie malých auto...
Správy z priemyslu
Domov / Správy / Správy z priemyslu / Aký je rozdiel medzi progresívnymi a transferovými raznicami na kovové razenie?
Aký je rozdiel medzi progresívnymi a transferovými raznicami na kovové razenie?
2026-02-25
Ako každý typ matrice posúva materiál lisom
Najzásadnejší rozdiel medzi progresívnymi a transferovými lisovacími nástrojmi na kov spočíva v tom, ako sa obrobok pohybuje z jednej formovacej stanice do druhej. V progresívnej matrici zostáva polotovar pripevnený k pôvodnému zvitkovému pásu počas celej tvarovacej sekvencie. Pás sa pri každom zdvihu lisu posúva o pevnú vzdialenosť a prenáša čiastočne vytvarované diely cez nasledujúce stanice – dierovanie, lámanie, ohýbanie, ťahanie – až kým sa hotový diel na konečnej stanici neodreže od skeletu. Diel nie je nikdy fyzicky oddelený od pásu, kým nie je tvarovanie dokončené, čo znamená, že samotný pás pôsobí ako nosič a lokalizačná referencia pre každú operáciu.
Prestup kovové razidlá fungujú na zásadne odlišnom princípe. Polotovar sa odreže zo zvitku alebo plechu na prvej stanici a potom sa presúva ako voľný, nezávislý kus zo stanice na stanicu pomocou mechanického alebo servopoháňaného systému prenosových prstov. Pretože diel už nie je spojený s pásom, možno ho premiestniť, prevrátiť alebo preorientovať medzi stanicami – pohyby, ktoré sú geometricky nemožné, keď je obrobok stále pripevnený k súvislému nosiču. Tento rozdiel v tom, ako sa s materiálom manipuluje, je hlavnou príčinou takmer všetkých ostatných rozdielov medzi týmito dvoma typmi lisovníc, pokiaľ ide o možnosti, náklady a aplikáciu.
Geometria dielu a zložitosť tvárnenia
Progresívne kovové razidlá sú najvhodnejšie pre diely, ktoré sú relatívne ploché alebo plytké v profile. Pretože časť zostáva v páse, celková výška akéhokoľvek tvarovaného prvku je obmedzená potrebou, aby pás pokračoval v čistom podávaní cez matricu bez toho, aby tvarovaná geometria zanášala susedné stanice alebo samotnú štruktúru matrice. Pre diely so skromnou hĺbkou ťahu – konzoly, svorky, príchytky, laminácie a hardvér s tenkým prierezom – na tomto obmedzení záleží len zriedka a progresívne nástroje sú prirodzenou voľbou. Usporiadanie pásu môže byť často navrhnuté tak, aby sa dosiahla miera využitia materiálu nad 75 %, a absencia prenosového mechanizmu znamená menej mechanických komponentov a jednoduchší celkový systém.
Prestup metal stamping dies become necessary when part geometry demands forming in multiple planes, deep drawing on more than one axis, or operations on surfaces that face downward relative to the strip — a configuration impossible to tool in a progressive die. Shell-shaped components, tubular cross-sections, parts with undercut flanges, and deep-drawn housings all fall into this category. Because the blank travels as an individual piece, the transfer die can present it to each station in the optimal orientation, including upside-down or rotated 90° if the forming geometry requires it. This three-dimensional freedom is the primary technical justification for the higher tooling investment that transfer dies require.
Rýchlosť, priepustnosť a objem výroby
Progresívne kovové razidlá neustále prekonávajú prenosové raznice v zdvihoch za minútu. Pretože neexistuje žiadny prenosový mechanizmus na synchronizáciu – žiadne prsty na vysúvanie, uchopenie, posúvanie a zaťahovanie medzi zdvihmi – progresívne matrice môžu pracovať rýchlosťou 200 až 1 500 SPM v závislosti od zložitosti dielu a schopnosti lisovania. Pre veľkoobjemovú výrobu malých až stredných dielov meranú v miliónoch kusov ročne sa táto výhoda rýchlosti premieta do rozhodujúceho prínosu v oblasti priepustnosti, ktorý sa len ťažko vyrovná akejkoľvek inej metóde razenia.
Prestup dies are typically limited to 30–150 SPM by the kinematics of the transfer system, which must complete its full motion cycle — extending into the die, gripping the part, retracting, advancing to the next station, and releasing — within the window allowed by press ram motion. Servo transfer systems have improved this significantly compared to mechanical cam-driven fingers, but the fundamental cycle time constraint remains. For parts that genuinely require transfer die capability, this speed difference is an accepted trade-off rather than a flaw, since progressive tooling simply cannot produce those geometries at any production rate.
Porovnanie nákladov na nástroje, údržbu a nastavenie
Investície do nástrojov a náklady na priebežnú údržbu sa medzi týmito dvoma typmi lisovníc podstatne líšia a pochopenie týchto rozdielov je nevyhnutné pre správne rozhodnutie o výbere zdrojov.
| Faktor | Progresívne razidlá na kov | Prestup Metal Stamping Dies |
| Počiatočné náklady na nástroje | Stredná až vysoká | Vysoká až veľmi vysoká |
| Čas nastavenia na beh | Kratšie — sada s jednou matricou | Dlhšie – systém prenosu musí byť načasovaný a nastavený |
| Zložitosť údržby | Mierne — brúsenie dierovačom/zápustkou, opotrebenie pilota | Vyššie – prenosové prsty, koľajnice a načasovanie pridávajú body opotrebovania |
| Flexibilita zmeny | Limited — stanice sú vzájomne závislé | Vyššie — jednotlivé matrice stanice je možné zamieňať nezávisle |
| Minimálny životaschopný objem | Vysoká (amortizuje náklady nad objem) | Stredná až vysoká |
Jednou z výhod údržby, ktorú prenosové kovové lisovacie matrice držia oproti progresívnym nástrojom, je možnosť servisu alebo výmeny jednotlivých lisovníc stanice bez prestavby celého nástroja. Pretože každá matrica stanice je samostatná jednotka, opotrebovanú ťažnú stanicu možno vytiahnuť a prebrúsiť, zatiaľ čo ostatné zostanú na lise. V progresívnej matrici sú všetky stanice integrované do jednej zloženej zostavy, čo znamená, že akákoľvek údržba vyžadujúca demontáž matrice ovplyvňuje celý nástroj a celý výrobný cyklus.
Využitie materiálu a rozdiely v miere šrotu
Využitie materiálu je ďalšou oblasťou, kde sa tieto dva typy lisovníc zmysluplne rozchádzajú. Progresívne kovové razidlá vytvárajú súvislú kostru šrotu - zostávajúci pás po odstránení polotovarov alebo hotových dielov - s ktorým je potrebné manipulovať, nasekať a zlikvidovať alebo recyklovať. V závislosti od geometrie dielu a účinnosti rozloženia pásu môže kostra odpadu predstavovať 20–40 % celkovej spotrebovanej hmotnosti zvitku. Sofistikované rozloženie pásov so šikmým zaslepovaním, prekladané protiľahlé časti alebo viacradové konfigurácie môžu tento údaj výrazne znížiť, ale kostra je nevyhnutným vedľajším produktom spracovania v páse.
Prestup metal stamping dies cut the blank to near-net shape at the first station, so the scrap generated at that point can be optimized independently of the forming sequence that follows. For large parts with complex contours — where a progressive strip layout would require a very wide scrap bridge to maintain strip integrity — transfer blanking can achieve materially better utilization by nesting blanks tightly and running a dedicated high-efficiency blanking operation ahead of the transfer line. The scrap from subsequent forming stations is typically minimal, consisting only of piercing slugs and trim offal rather than a continuous skeleton.
Výber správneho typu matrice pre vašu aplikáciu
Výber medzi progresívnymi a transferovými kovovými raznicami by sa mal riadiť skôr štruktúrovaným hodnotením požiadaviek na diely než samotnou cenou. Nasledujúce kritériá poskytujú praktický rámec rozhodovania:
- Geometria dielu: Ak je možné diel úplne vytvarovať, pričom zostane plochý v páse – všetky prvky sú prístupné zhora alebo zdola bez premiestňovania – je vhodné progresívne obrábanie. Ak súčiastka vyžaduje tvarovanie na viacerých plochách, hlboké ťahanie nad pomer hĺbky k priemeru približne 1:1 alebo operácie na spodnej strane príruby, sú potrebné prenosové nástroje.
- Objem výroby: Veľmi vysoké ročné objemy (zvyčajne viac ako 500 000 kusov za rok pre stredne zložité diely) uprednostňujú progresívne lisovnice, pretože výhoda rýchlosti výrazne znižuje náklady na čas lisovania na kus. Transferové matrice sú ekonomickejšie pre stredné objemy, kde geometria dielu znemožňuje progresívne obrábanie.
- Veľkosť dielu: Veľkoformátové diely - tie, ktoré presahujú zhruba 400 mm v akomkoľvek rozmere - sa stávajú nepraktickými v progresívnych lisovniciach, pretože výsledné požiadavky na dĺžku lisovnice a šírku zvitku presahujú typické kapacity lisu a zvitku. Prenosové linky manipulujú s veľkými dielmi praktickejšie tým, že namiesto jedného podlhovastého progresívneho nástroja používajú jednotlivé matrice prispôsobené dielu.
- Požiadavky na rozmerovú presnosť: Progresívne matrice lokalizujú súčiastku pomocou vodiacich kolíkov zaberajúcich do otvorov v páse, zatiaľ čo prenosové matrice lokalizujú jednotlivé polotovary prostredníctvom prvkov súčiastok alebo hniezdových nástrojov na každej stanici. Pre diely, kde je tolerancia polohy medzi funkciami menšia ako ±0,05 mm, musí byť stratégia lokalizácie každého typu matrice starostlivo vyhodnotená v porovnaní s nahromadením tolerancií, ktoré vytvorí.
- Flexibilita budúceho dizajnu: Ak sa očakáva, že sa dizajn dielu počas životného cyklu produktu zmení, prenosové nástroje ponúkajú väčšiu prispôsobivosť, pretože jednotlivé matrice stanice možno upravovať nezávisle. Zmena funkcie v progresívnej matrici často vyžaduje prepracovanie viacerých vzájomne závislých staníc súčasne.
V praxi sa rozhodnutie len zriedka prijíma izolovane. Skúsený výrobca lisovníc spoločne vyhodnotí výkres dielu, ročný odhad objemu, dostupné zdroje lisu a následné montážne požiadavky predtým, ako odporučí stratégiu nástrojov. Progresívne aj transferové kovové razidlá predstavujú vyspelé, dobre pochopené technológie – kľúčom je prispôsobenie správnej technológie špecifickým požiadavkám aplikácie, a nie predvolený prístup, ktorý je známy.

Predchádzajúci príspevok
Porovnanie nákladov: Kovové lisovacie diely a Kovové výkresové diely v roku 2026
Ďalší príspevok
Odvetvie automobilových lisovacích foriem ohlasuje nové kolo technologických inovácií.
náš Produkty.
Začnite podnikať s výrobcom OEM práve tu!
Poskytnite globálnym zákazníkom kompletné riešenia na kľúč
cez
inovácie!
RÝCHLE ODKAZY
KONTAKTNÉ INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
Autorské práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všetky práva vyhradené. Vlastná raznica Výrobcovia kovových razníc
