-
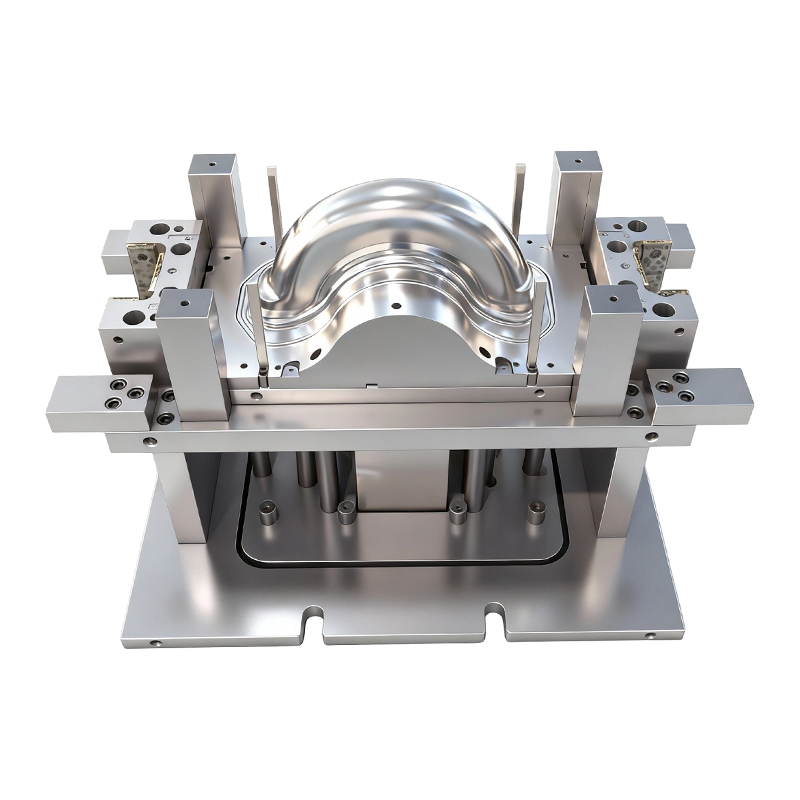
Forma na hlboké ťahanie pre predné a zadné kolesá dvojkolesových elektrických vozidiel
Táto forma na hlboké ťahanie predných a zadných...
-
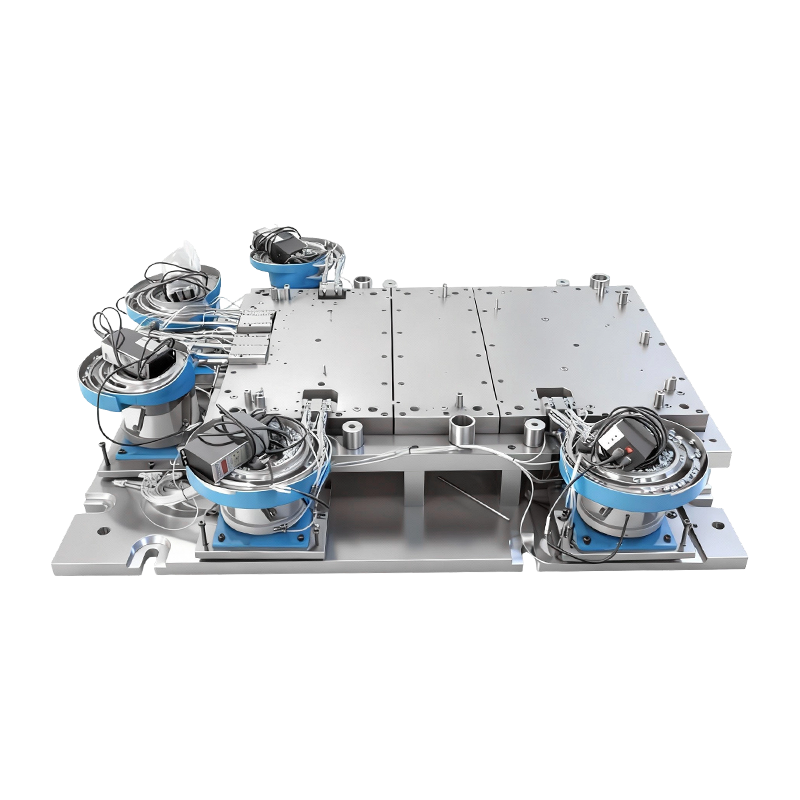
Automatická nitovacia forma pre veľkú základňu počítačového stroja
Táto automatická nitovacia forma pre základňu v...
-

Lisovacie diely krytu automobilového motora
Lisovacie diely krytu automobilového motora sú ...
-

Lisovacie diely krytu batérie
Naše diely na lisovanie krytu batérie sú presne...
-
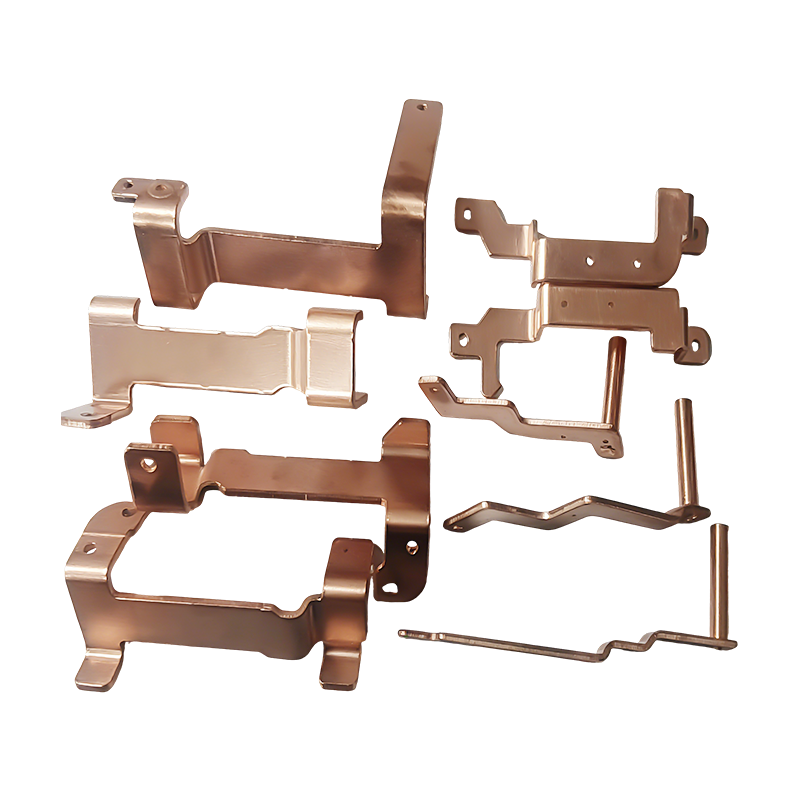
Nové diely na lisovanie medených prípojníc pre energetické vozidlá
Nové medené prípojnicové diely pre energetické ...
Správy z priemyslu
Domov / Správy / Správy z priemyslu / Od panelov karosérie po kryty batérií: Technika na pozadí automobilového hlbokého ťahania
Od panelov karosérie po kryty batérií: Technika na pozadí automobilového hlbokého ťahania
2026-04-21
Čo sú to razidlá pre automobilový priemysel a ako fungujú
Automobilové lisovacie matrice sú presné nástrojové systémy používané na tvarovanie plochých plechov do zložitých trojrozmerných komponentov prostredníctvom riadenej plastickej deformácie. Medzi rôznymi typmi, kresliace matrice a hlboká kresba zomrie sú najdôležitejšie na výrobu dutých alebo miskovitých zomrieťlov – od vonkajších panelov dverí a krytov až po kryty batérií a konštrukčné výstuže.
Proces hlbokého ťahania funguje tak, že sa plochý kovový polotovar vtlačí do dutiny matrice pomocou razidla, zatiaľ čo držiak polotovaru aplikuje riadenú silu na vedenie toku kovu a zabráni defektom. Na rozdiel od plytkého tvárnenia dosahuje hlboké ťahanie pomer ťahania – pomer priemeru polotovaru k priemeru razníka – ktorý bežne presahuje 2,5:1, čo umožňuje výrobu výrazne hlbších dielov v porovnaní s ich šírkou. Táto schopnosť je nevyhnutná pre automobilové aplikácie, kde musí koexistovať komplexná geometria a štrukturálna integrita.
Kompletná zostava matrice zvyčajne obsahuje štyri hlavné komponenty:
- The punč , ktorá fyzicky deformuje kovový polotovar smerom nadol do dutiny
- The die (ženská forma), ktorá definuje vonkajší tvar a rozmery tvarovaného dielu
- The držiak polotovaru , ktorý vyvíja nastaviteľný tlak na plechovú prírubu na riadenie toku materiálu
- The sada matrice (zostava základne a vedenia), ktorá zaisťuje presné zarovnanie a opakovateľnosť v rámci výrobných cyklov
Spoločne musia byť tieto komponenty skonštruované s úrovňami tolerancie, ktoré sa zvyčajne dodržiavajú ±0,02 mm , zabezpečenie rozmerovej presnosti vo veľkoobjemových výrobných sériách, ktoré môžu dosiahnuť stovky tisíc dielov ročne.
Kľúčové konštrukčné kritériá pre vysokovýkonné hlbokoťažné matrice
Navrhovanie efektívnych hlbokoťažných nástrojov pre použitie v automobiloch si vyžaduje vyváženie viacerých konkurenčných technických požiadaviek. Zlý dizajn vedie k praskaniu, zvrásneniu, pruženiu alebo predčasnému opotrebovaniu nástroja – to všetko priamo zvyšuje výrobné náklady a prestoje. Nasledujúce parametre sú kľúčové pre dosiahnutie konzistentného, bezchybného výstupu.
Ovládanie sily držiaka na prázdne miesto
Sila držiaka polotovaru (BHF) je jednou z najvplyvnejších premenných v procese hlbokého ťahania. Nedostatočné BHF spôsobuje, že sa plech pri prúdení dovnútra láme a zvrásňuje; nadmerný BHF obmedzuje tok materiálu a vedie k roztrhnutiu alebo prasknutiu na polomere razidla. Modernéé automobilové lisovacie matrice používajte hydraulické alebo servoriadené držiaky polotovarov, ktoré sú schopné dynamicky upravovať tlak počas cyklu zdvihu – často sa pohybuje od 20 % do 80 % maximálnej sily v závislosti od hĺbky tvarovania a typu materiálu.
Povrchová úprava a zníženie trenia
Povrchy matrice v kontakte s kovovým plechom musia dosiahnuť ultra hladký povrch, aby sa minimalizovalo stenčenie a odieranie spôsobené trením. Priemyselné štandardy pre vysoký výkon hlboká kresba zomrie vyžadujú drsnosť povrchu Ra ≤ 0,05 μm , dosiahnuté leštením, tvrdým chrómovaním alebo fyzikálnym naparovaním (PVD), ako je TiCN alebo DLC (diamantový uhlík). Tieto povlaky tiež výrazne predlžujú životnosť nástroja a skracujú intervaly výmeny v prostredí hromadnej výroby.
Modulárna nástrojová architektúra
Modulárne štruktúry matrice umožňujú samostatnú výmenu jednotlivých komponentov – ako sú razníky, vložky alebo segmenty držiakov polotovarov – namiesto toho, aby vyžadovali úplnú výmenu matrice. Pre automobilových OEM, ktorí používajú viacero variantov modelov na zdieľaných platformách, modularita znižuje investície do nástrojov o 25 – 40 % a skracuje čas prechodu z hodín na minúty. Tento dizajnový prístup tiež zjednodušuje plánovanie údržby a umožňuje rýchlejšie prispôsobenie sa príkazom inžinierskych zmien (ECO).
Aplikácie v tradičných vozidlách vs. elektrických vozidlách
Zatiaľ čo základná mechanika hlbokého ťahania zostáva konzistentná, špecifické požiadavky na tradičné vozidlá a elektrické vozidlá (EV) sa podstatne líšia – odrážajú rozdiely v materiáloch, geometriách a štrukturálnych prioritách.
| Parameter | Tradičné vozidlá | Elektrické vozidlá |
|---|---|---|
| Primárne materiály | Mäkká oceľ, HSLA oceľ | Zliatina hliníka, zliatina horčíka a hliníka |
| Typický pomer výkresu | 1,8:1 – 2,2:1 | 2,5:1 a viac |
| Kľúčové tvorené komponenty | Výplne dverí, kapoty, veká kufra | Kryty batérií, kryty motora, podlahové vaničky |
| Požiadavka tolerancie | ±0,05 mm (panely karosérie) | ±0,02 mm (battery enclosures) |
| Zomri materiálna výzva | Odolnosť proti opotrebeniu pri tvárnení ocele | Prevencia odierania pomocou mäkkých zliatin |
Pre aplikácie špecifické pre EV, kresliace matrice navrhnuté pre obaly batérií zo zliatiny horčíka a hliníka čelia jedinečným výzvam. Tieto ľahké zliatiny majú nižšiu ťažnosť ako oceľ a sú náchylnejšie na pruženie a povrchové ryhy. Zápustky pre tieto komponenty sú zvyčajne skonštruované s vyhrievanými nástrojmi (tvarovanie za tepla pri 200–300 °C), aby sa zlepšil tok materiálu, spolu so špecializovanými kanálmi na dodávanie maziva integrovanými do konštrukcie matrice, aby sa zachovali konzistentné podmienky trenia počas dlhých výrobných sérií.
Simulačné technológie a inteligentné monitorovanie v strojárstve lisovníc
Modern automobilové lisovacie matrice sú vyvinuté v spojení s pokročilými simulačnými platformami pred výrobou akéhokoľvek fyzického nástroja. Softvér na analýzu konečných prvkov (FEA) – vrátane nástrojov ako AutoForm, Pam-Stamp a LS-DYNA – umožňuje konštruktérom virtuálne simulovať celý proces tvarovania, predpovedať distribúciu stenčenia, rizikové zóny vrások, veľkosť odpruženia a požiadavky na tlak držiaka polotovaru s vysokou presnosťou.
Typický pracovný postup simulácie pre komplexný hlboko ťahaný komponent zahŕňa:
- Vstup materiálovej charakteristiky — medza klzu, hodnota n (exponent deformačného spevnenia), hodnota r (pomer plastickej anizotropie) pre konkrétnu zliatinu a temperovanie
- Analýza limitného diagramu tvárnenia (FLD). — identifikácia bezpečných, okrajových a poruchových zón v rámci tvarovaného dielu
- Modelovanie kompenzácie pruženia — predpovedanie elastického zotavenia a predbežná kompenzácia geometrie lisovnice na dosiahnutie konečného čistého tvaru
- Vyskúšajte virtuálnu iteráciu — zníženie fyzických skúšobných cyklov z 10 – 15 na menej ako 5 na diel, čo výrazne šetrí čas a náklady na materiál
Okrem dizajnu sú do výroby čoraz viac zabudované inteligentné monitorovacie systémy hlboká kresba zomrie sami. Piezoelektrické snímače sily merajú distribúciu sily držiaka polotovaru v reálnom čase, zatiaľ čo snímače akustickej emisie zisťujú skoré známky odierania alebo praskania materiálu ešte pred výrobou chybných dielov. Dáta z týchto snímačov sa privádzajú do výrobných realizačných systémov (MES), čo umožňuje riadenie procesu v uzavretej slučke, ktoré dynamicky upravuje parametre lisu – zachováva rozmerovú stabilitu, aj keď sa vlastnosti šarže materiálu medzi jednotlivými šaržami zvitkov líšia.
Výber materiálu a povrchová úprava pre dlhú životnosť nástroja
Životnosť kresliace matrice vo veľkoobjemovej automobilovej výrobe je kritickým ekonomickým faktorom. Očakáva sa, že typická sada lisovníc karosérie vyrobí 500 000 až 1 000 000 dielov predtým, ako bude potrebná väčšia renovácia. Na dosiahnutie tohto cieľa je potrebný starostlivý výber materiálov matrice a povrchových úprav prispôsobených materiálu obrobku a objemu výroby.
Bežné matricové materiály používané pri lisovaní automobilov zahŕňajú:
- Tvárna liatina (GGG70L) — cenovo výhodné pre lisovnice s malým až stredným objemom, dobrá opracovateľnosť, ale nižšia tvrdosť (58–62 HRC po úprave)
- Nástrojová oceľ (D2, DC53) — vyššia tvrdosť a odolnosť proti opotrebeniu, preferovaná pre veľkoobjemové oceľové tvárniace formy
- Karbidové doštičky — aplikované v kontaktných zónach s vysokým opotrebením, ako sú polomery lisovnice a ťažné guľôčky, čím sa predĺži lokálna životnosť 3–5× v porovnaní so samotnou nástrojovou oceľou
- Zliatiny hliníka a bronzu — používa sa na lisovnice na tvárnenie hliníkových alebo horčíkových obrobkov, ktoré bránia zadretiu v dôsledku rozdielneho párovania materiálov
Povrchové úpravy aplikované po obrábaní a tepelnom spracovaní ďalej zvyšujú výkon. Nitridácia zvyšuje tvrdosť povrchu na 70 HRC pri zachovaní húževnatosti jadra. PVD povlaky, ako napríklad TiAlN, ponúkajú tvrdosť presahujúcu 3 000 HV a znižujú koeficient trenia z ~0,15 na menej ako 0,05 – čo sa priamo premieta do zníženého stenčenia ľahkých komponentov EV, kde je rovnomernosť hrúbky steny kritická pre utesnenie krytu batérie a konštrukčný výkon.
Prispôsobenie automobilových lisovacích nástrojov pre ľahké a vysokopevnostné trendy
Zrýchľujúci sa posun automobilového priemyslu smerom k odľahčovaniu – poháňaný tak účinnosťou radu EV, ako aj emisnými predpismi – zásadne mení požiadavky kladené na automobilové lisovacie matrice . Pokročilé vysokopevnostné ocele (AHSS) s pevnosťou v ťahu nad 1 000 MPa, ako aj hliníkové zliatiny radu 6xxx a 7xxx čoraz viac nahrádzajú konvenčnú mäkkú oceľ v konštrukčných aplikáciách. Tieto materiály vyžadujú podstatne vyššie tvárniace sily, presnejšie riadenie BHF a vylepšené stratégie kompenzácie pruženia v porovnaní s ich predchodcami.
Pre výrobcov dodávajúcich matrice na tento vyvíjajúci sa trh bola odozva viacsmerná. Konštrukcie lisovníc sa prerábajú s vyššou tuhosťou, aby odolali zvýšenému zaťaženiu tvárnenia bez rozmerových chýb spôsobených priehybom. Chladiace a vykurovacie kanály sú integrované do telies lisovníc, aby sa umožnilo tvárnenie hliníka a bórovej ocele za tepla alebo za tepla. A simuláciou riadené skúšobné procesy stláčajú vývojové časové línie, aj keď sa zvyšuje zložitosť dielov.
v konečnom dôsledku hlboká kresba zomrie pre novú generáciu automobilových a elektrických komponentov musia súčasne poskytovať užšie tolerancie, dlhšiu životnosť, rýchlejšie nastavenie a kompatibilitu so širším rozsahom pokročilých materiálov. Dosiahnutie tejto rovnováhy si vyžaduje integrovaný inžiniersky prístup – kombinujúci precíznu výrobu, pokročilé nátery, monitorovanie procesov v reálnom čase a odborné znalosti v oblasti materiálovej vedy – ktorý stavia technológiu hlbokoťažných foriem ako kľúčový faktor umožňujúci transformáciu automobilového priemyslu.

Predchádzajúci príspevok
Kovové lisovacie diely: Typy a aplikácie
Ďalší príspevok
Prečo hliníková zliatina nahrádza oceľ v elektronických lisovacích dieloch?
náš Produkty.
Začnite podnikať s výrobcom OEM práve tu!
Poskytnite globálnym zákazníkom kompletné riešenia na kľúč
cez
inovácie!
RÝCHLE ODKAZY
KONTAKTNÉ INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
Autorské práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všetky práva vyhradené. Vlastná raznica Výrobcovia kovových razníc
