-
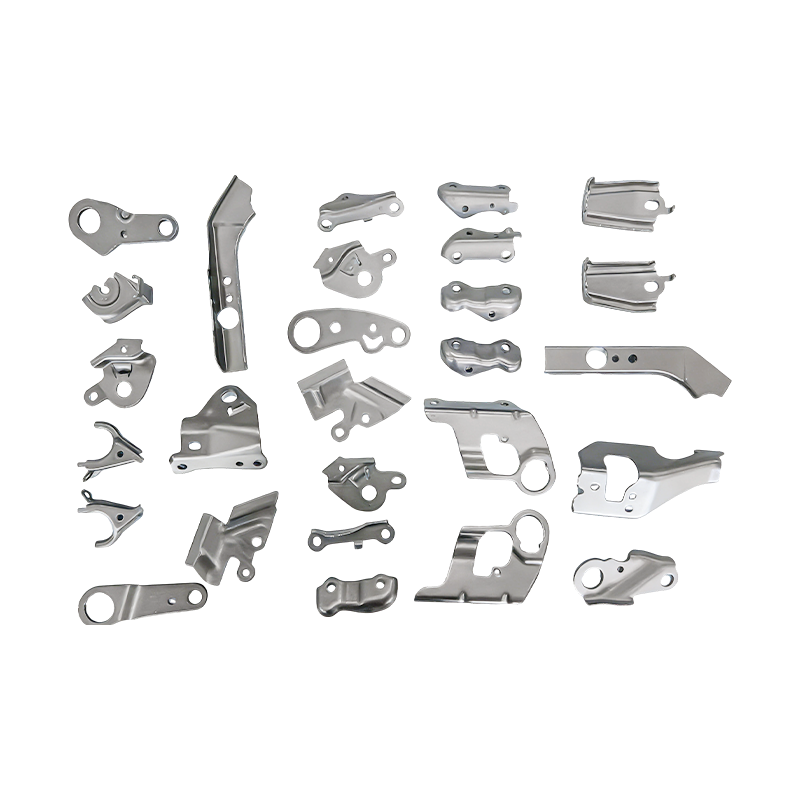
Malé automobilové diely progresívne lisovacie diely
Naše diely na progresívne lisovanie malých auto...
-
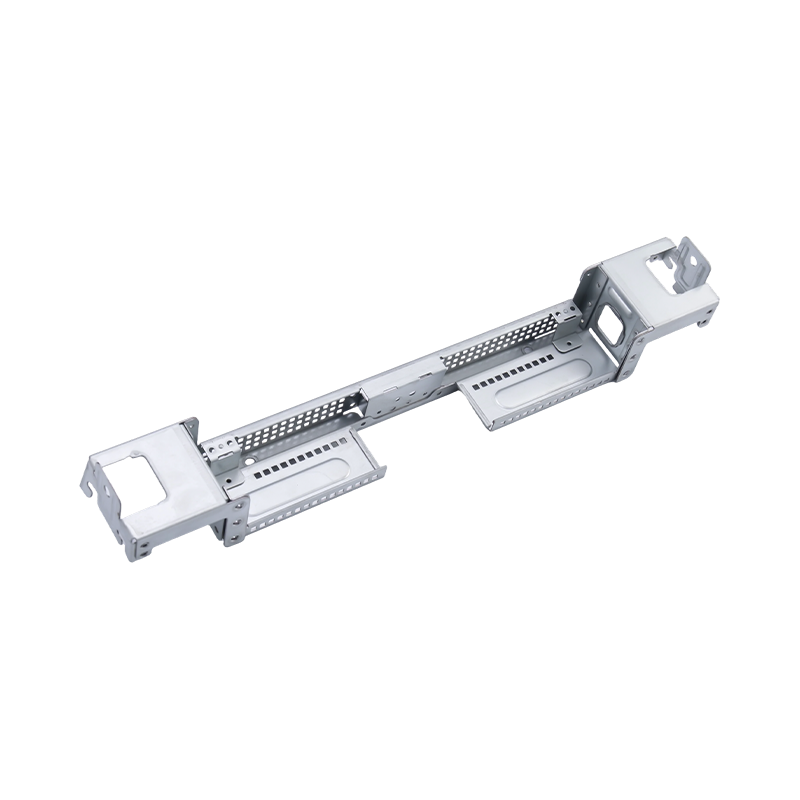
Špičkové veľké počítačové lisovacie diely
Naše špičkové diely na lisovanie veľkých počíta...
-
Lisovacie diely autosedačiek
Diely na lisovanie autosedačiek sú základné kov...
-

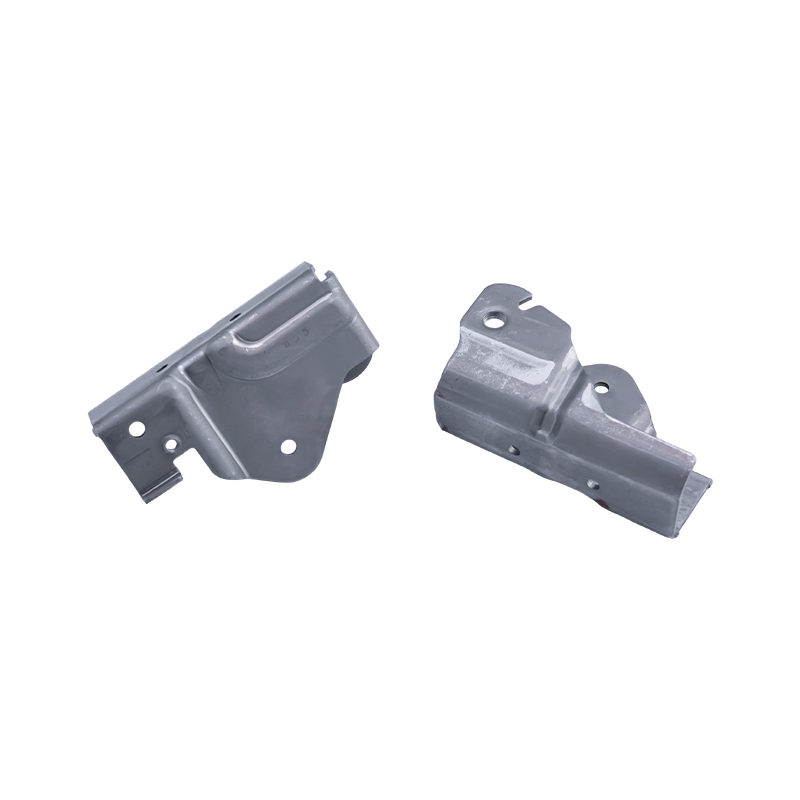
Lisovacie diely krytu automobilového motora
Lisovacie diely krytu automobilového motora sú ...
-

Lisovacie diely krytu batérie
Naše diely na lisovanie krytu batérie sú presne...
-

Lisovacie diely pre ťažké nákladné autá
Naše lisovacie diely pre ťažké nákladné vozidlá...
Správy z priemyslu
Kovové lisovacie diely: Typy a aplikácie
2026-04-27
Čo sú to kovové lisovacie diely a prečo záleží na presnosti
Kovové lisovacie diely sú komponenty vyrábané pôsobením riadenej sily cez matrice a razníky na plochý kovový plech, transformáciou suroviny na presne tvarované konštrukčné a funkčné prvky pomocou operácií vrátane strihania, dierovania, ohýbania, ťahania a razenia. Na rozdiel od obrábania, ktoré odstraňuje materiál, aby sa dosiahla geometria, lisovanie premiestňuje a formuje kov, pričom nevytvára prakticky žiadny materiálový odpad vo fáze rezania a umožňuje časy cyklu merané v zlomkoch sekundy na diel. Kombinácia rýchlosti, opakovateľnosti a rozmerovej konzistencie robí z lisovania kovov dominantný výrobný proces všade tam, kde sú potrebné veľké objemy plechových komponentov.
Presnosť je definujúcou vlastnosťou, ktorá oddeľuje lisovanie v priemyselnej kvalite od spracovania komoditných plechov. V aplikáciách, ako je spotrebná elektronika, automobilové zostavy a domáce spotrebiče, musia lisované komponenty spĺňať tolerancie kritických rozmerov až ± 0,05 mm, pričom odchýlky rovinnosti sú regulované na menej ako 0,1 mm cez povrch dielu. Konzistentné dosiahnutie týchto špecifikácií v rámci výrobných sérií stoviek tisíc kusov si vyžaduje progresívne lisovacie nástroje skonštruované s presnosťou na úrovni mikrónov, servopohonné lisovacie systémy s monitorovaním tonáže v reálnom čase a in-line vizuálnu kontrolu, ktorá je schopná odhaliť výšku ostrapov, odchýlku polohy otvoru a povrchové chyby pri rýchlosti výroby.
Materiály spracované pri lisovaní kovov pokrývajú široké spektrum. Oceľ valcovaná za studena (SPCC, DC01), elektrogalvanizovaný plech, žiarovo pozinkovaná oceľ, nehrdzavejúca oceľ triedy 304 a 430, zliatiny hliníka 1050 a 5052, zliatiny medi a berýliová meď sú všetky rutinne lisované v závislosti od mechanických požiadaviek, odolnosti voči korózii a vodivosti cieľovej aplikácie. Výber materiálu priamo ovplyvňuje mieru opotrebovania lisovnice, správanie sa pri spätnom pružení, kvalitu povrchovej úpravy a následné dokončovacie procesy – pokovovanie, eloxovanie, práškové lakovanie – ktoré si bude vyžadovať hotové razenie.
Elektronické lisovacie diely: Presnosť v srdci moderných zariadení
Elektronické lisovacie diely predstavujú jeden z technicky najnáročnejších segmentov priemyslu lisovania kovov. Komponenty vyrábané pre zostavy dosiek s plošnými spojmi, konektory, terminály, tienenie EMI, kontakty batérií, kryty spínačov a držiaky snímačov musia spájať submilimetrovú rozmerovú presnosť so špecifickými elektrickými, tepelnými a mechanickými vlastnosťami – to všetko v rámci prísnych nákladových obmedzení konkurenčných trhov spotrebnej elektroniky.
Konektorové svorky a kontaktné pružiny patria medzi najnáročnejšie elektronické lisovacie diely na výrobu. Tieto diely sú vyrobené z fosforového bronzu, berýliovej medi alebo mosadze s hrúbkou od 0,1 mm do 0,5 mm. Tieto diely vyžadujú viacstupňové progresívne matrice, ktoré súčasne zaslepujú profil, tvoria geometriu pružiny a razia kontaktnú plochu jediným zdvihom lisu. Prítlačná sila, trvanlivosť cyklu vkladania/vyťahovania a odpor kontaktu – zvyčajne vyžadovaný pod 10 mΩ po 1 000 cykloch vkladania – sa overujú skôr prostredníctvom testovacích protokolov špecifických pre aplikáciu ako všeobecných certifikátov materiálov.
EMI tienenie plechoviek a RF krytov
Tieniace plechovky proti EMI sú tenkostenné elektronické lisovacie diely vyrobené z niklovo-strieborného, za studena valcovaného oceľového plechu alebo nerezového plechu s hrúbkou 0,15–0,3 mm. Ich funkciou je zadržiavať vysokofrekvenčné emisie z vysokorýchlostných procesorových modulov, integrovaných obvodov bezdrôtovej komunikácie a obvodov správy napájania na husto osídlených doskách plošných spojov. Rozmerová presnosť obvodu a výšky plechovky je kritická: medzery presahujúce 0,1 mm na sedacej prírube vytvárajú otvory, ktoré znižujú účinnosť tienenia o 10–20 dB pri frekvenciách nad 1 GHz, čo priamo znižuje výkon rádia zariadenia a môže spôsobiť zlyhanie regulačnej certifikácie.
Kontakty batérie a pružinové svorky
Kontaktné pružiny batérie v prenosných zariadeniach musia poskytovať konzistentnú kontaktnú silu počas celého cyklu vloženia a vybratia batérie – zvyčajne 500 – 1 000 cyklov pre spotrebiteľské zariadenia. Elektronické lisovacie diely v tejto kategórii sú vyrábané z nehrdzavejúcej ocele alebo fosforového bronzu so zlatým alebo niklovým pokovovaním na kontaktnom hrote. Geometria pružiny – konzolová, stočená alebo skladaná – je optimalizovaná prostredníctvom simulácie konečných prvkov počas návrhu nástroja, aby sa zabezpečilo, že prítlačná sila zostane v rámci špecifikovaného okna (zvyčajne 1–3 N) v celom rozsahu tolerancie rozmerov batériového článku a krytu.
Diely na lisovanie notebookov: Konštrukčná presnosť v zostavách s tenkým profilom
Diely na lisovanie notebookov fungujú pod jedinečným súborom obmedzení, ktoré ich odlišujú od všeobecných elektronických lisovacích častí. Neúnavný ťah smerom k tenším a ľahším dizajnom notebookov – s hrúbkou šasi pravidelne pod 14 mm a celkovou hmotnosťou systému pod 1 kg – si vyžaduje lisované komponenty, ktoré poskytujú maximálnu štrukturálnu tuhosť pri minimálnej hrúbke materiálu, pričom sa zmestia do montážnych obalov meraných v desatinách milimetra.
Držiak pántu je jednou z mechanicky najnáročnejších častí na lisovanie notebooku v akomkoľvek dizajne notebooku. Závesné konzoly vyrobené z vysoko pevnej nehrdzavejúcej ocele alebo ocele valcovanej za studena s pevnosťou v ťahu presahujúcou 600 MPa musia odolať cyklickému únavovému zaťaženiu pri operáciách otvárania a zatvárania veka – typicky dimenzované na 20 000 – 30 000 cyklov v prenosných počítačoch komerčnej kvality – bez trvalej deformácie alebo praskania povrchu. Progresívne razenie nasledované razením v miestach otvoru závesu zaisťuje, že priemer otvoru a presnosť polohy spĺňajú požiadavky na tesné uloženie s presahom zostavy čapu závesu.
Vnútorné výstužné držiaky šasi, montážne podložky základnej dosky, príchytky na tepelný modul a podporné rámy zadnej dosky klávesnice sú ďalšie kategórie lisovacích dielov pre notebooky, kde je kritické riadenie rozmerov. Pri montážnych toleranciách na úrovni systému meraných v zlomkoch milimetra musí každý výlisok dôsledne dosahovať svoje individuálne tolerančné okienko – zvyčajne ±0,1 mm na pozíciách otvorov a ±0,05 mm na kritických lícach – aby sa umožnila robotická montáž bez manuálneho nastavovania. Na tieto diely sa aplikujú povrchové úpravy vrátane bezprúdového niklovania, čierneho oxidu a chemického konverzného náteru, aby sa splnili požiadavky na odolnosť proti korózii a vodivosť uzemnenia.
Diely na lisovanie domácich spotrebičov: Trvanlivosť navrhnutá na desaťročia prevádzky
Lisovacie diely domácich spotrebičov slúžia ako základná konštrukčná a funkčná kostra chladničiek, práčok, klimatizácií a mikrovlnných rúr. Na rozdiel od spotrebnej elektroniky – kde je typická životnosť produktu tri až päť rokov – sú hlavné domáce spotrebiče navrhnuté na desať až pätnásť rokov nepretržitej prevádzky v domácom prostredí, ktoré zahŕňa vlhkosť, striedanie teplôt, vibrácie a chemické vystavenie čistiacim prostriedkom. Lisované kovové komponenty vo vnútri týchto produktov musia zodpovedať týmto požiadavkám na odolnosť.
Výber materiálu na lisovanie dielov pre domáce spotrebiče odráža túto požiadavku na dlhú životnosť. Pozinkovaný oceľový plech (žiarovo pozinkovaný alebo elektrogalvanizovaný) poskytuje ochranu proti korózii na vnútorných paneloch a komponentoch podvozku vystavených kondenzácii a čistiacim prostriedkom. Nerezová oceľ triedy 430 je určená pre viditeľné vonkajšie povrchy a vnútorné časti bubna v práčkach, kde sú prvoradé požiadavky na kozmetický vzhľad a odolnosť voči škvrnám. Plech z hliníkovej zliatiny – zvyčajne 3003 alebo 5052 – sa používa v rebrách výmenníka tepla a dekoratívnych predných paneloch, kde je prioritou zníženie hmotnosti a kompatibilita s eloxovaním.
Konštrukčné úlohy: Konzoly, podvozok a spojovacie diely
V rámci zostavy spotrebiča vykonávajú lisovacie diely pre domáce spotrebiče tri základné konštrukčné funkcie. Montážne konzoly motora upevňujú vnútorné motory – kompresory v chladničkách, hnacie motory v práčkach, motory ventilátorov vo vnútorných jednotkách klimatizácie – k rámu spotrebiča s dostatočnou tuhosťou, aby izolovali vibrácie a zabránili únave v miestach upevňovacích prvkov počas životnosti produktu. Výlisky podvozku tvoria nosnú kostru, ktorá nesie telo spotrebiča, nesie hmotnosť vnútorných komponentov a poskytuje rozmerový údaj, z ktorého sa odvolávajú všetky montážne operácie. Spojovacie kusy spájajú hlavné podzostavy, prenášajú mechanické zaťaženie medzi konštrukčným rámom, závesmi dverí, montážnymi konštrukciami ovládacieho panela a konzolami na vedenie potrubí alebo káblových zväzkov.
Požiadavky na kontrolu kvality pre výlisky triedy spotrebičov
Počas výroby lisovacích dielov pre domáce spotrebiče sa vykonávajú prísne kontroly kvality, aby zodpovedali požiadavkám na dlhú životnosť domácich spotrebičov. Nasledujúce kontrolné parametre sa rutinne overujú pri vstupnej kontrole, kontrolných bodoch počas procesu a pri konečnom prevzatí:
- Rovnosť a presnosť tvaru: Panely podvozku a montážne povrchy konzoly sa kontrolujú na povrchových doskách alebo súčiastkach CMM, aby sa potvrdila rovinnosť v rámci špecifikácie – zvyčajne 0,3 – 0,8 mm po celej dĺžke panelu – aby sa zabezpečilo správne uloženie zostavy a zabránilo sa koncentrácii napätia v upevňovacích bodoch.
- Odolnosť proti korózii: Testovanie soľným postrekom podľa ISO 9227 – 72 až 240 hodín v závislosti od aplikácie – overuje, či náterový systém (pozinkovanie, galvanizácia alebo práškový náter) poskytuje primeranú ochranu pre zamýšľané prevádzkové prostredie.
- Rozmerové overenie kritických vlastností: Priemery otvorov, vzdialenosti od okraja k otvoru a uhly ohnutých prírub na rozhraniach zostavy sa merajú optickým komparátorom alebo súradnicovým meracím strojom pri definovaných vzorkovacích frekvenciách, aby sa potvrdilo, že diely zostávajú v rámci tolerančného okna počas celého výrobného cyklu.
- Ovládanie výšky otrepu: Odkryté hrany a vyrazené otvory sa kontrolujú na výšku otrepu – zvyčajne sa vyžaduje pod 0,1 mm – aby sa predišlo poškodeniu izolácie vodičov, zraneniu operátora počas montáže a koncentrácii napätia, ktorá by mohla spôsobiť únavové trhliny počas prevádzky zariadenia.
Porovnanie požiadaviek na aplikáciu v jednotlivých segmentoch razenia
Tri primárne segmenty – všeobecné kovové lisovacie diely, elektronické lisovacie diely, lisovacie diely pre laptopy a lisovacie diely pre domáce spotrebiče – zdieľajú rovnaký základný výrobný proces, ale výrazne sa líšia v kvalite materiálu, rozmerovej tolerancii, povrchovej úprave a požiadavkách na servisné prostredie. V tabuľke nižšie sú zhrnuté kľúčové rozdiely na podporu rozhodnutí o špecifikácii a zdroji:
| Atribút | Elektronické lisovacie diely | Diely na lisovanie notebookov | Diely na lisovanie domácich spotrebičov |
|---|---|---|---|
| Typická hrúbka materiálu | 0,1 – 0,5 mm | 0,3 – 1,0 mm | 0,5 – 2,5 mm |
| Kľúčové materiály | Fosforový bronz, berýliová meď, nikel-striebro | Vysokopevnostná nehrdzavejúca oceľ, oceľ valcovaná za studena | Pozinkovaná oceľ, nehrdzavejúca oceľ 430, zliatina hliníka |
| Rozmerová tolerancia | ±0,02 – ±0,05 mm | ±0,05 – ±0,10 mm | ±0,10 – ±0,30 mm |
| Primárne zameranie na výkon | Vodivosť, prítlačná sila, útlm EMI | Životnosť únavy, tuhosť, minimalizácia hmotnosti | Odolnosť proti korózii, nosnosť konštrukcie |
| Povrchová úprava | Pozlátenie, niklovanie, cínovanie | Bezprúdový nikel, čierny oxid, chemická konverzia | Žiarové zinkovanie, práškové lakovanie, eloxovanie |
| Životnosť dizajnu | 3 – 5 rokov (spotrebiteľský cyklus) | 3 – 7 rokov | 10 – 15 rokov |

Získavanie dielov na lisovanie kovov: čo hodnotiť u dodávateľa
Výber schopného dodávateľa lisovania si vyžaduje paralelné hodnotenie technickej infraštruktúry, systémov riadenia kvality a výrobnej kapacity. Najnižšia jednotková cena od dodávateľa bez overených nástrojov, zariadení na kontrolu počas procesu a kontroly povrchovej úpravy bude konzistentne produkovať vyššie celkové náklady prostredníctvom prepracovania, odstávok linky a vrátenia na mieste. Nasledujúce kritériá poskytujú štruktúrovaný rámec hodnotenia:
- Dizajn nástrojov a schopnosť údržby: Vlastný progresívny dizajn lisovnice, vybavenie CNC nástrojárne a zdokumentované plány údržby lisovníc sú indikátormi dodávateľa, ktorý môže kontrolovať kvalitu dielov prostredníctvom nástrojov, a nie spoliehať sa na triedenie.
- Rozsah kapacity lisu: Flotila dodávateľov zahŕňajúca 25-tonové stolové lisy až po 400-tonové lisy s medzerovým rámom alebo lisy s rovnými stranami naznačuje schopnosť zvládnuť jemné elektronické lisovacie diely a vysokorozmerné lisovacie diely pre domáce spotrebiče v rámci jedného zdroja.
- Metrologická a kontrolná infraštruktúra: Schopnosť CMM, optické komparátory, testery drsnosti povrchu a skúšobné komory so soľným postrekom na mieste naznačujú, že dodávateľ môže generovať objektívne údaje o kvalite, namiesto toho, aby sa spoliehal len na vizuálnu kontrolu.
- certifikácie: ISO 9001:2015 ako základný systém manažérstva kvality; IATF 16949 pre účasť v automobilovom dodávateľskom reťazci; ISO 14001 pre environmentálny manažment – obzvlášť dôležitá, keď procesy povrchovej úpravy zahŕňajú regulované chemikálie.
- Vysledovateľnosť materiálu: Certifikáty mlyna prepojené so záznamami o výrobnej šarži umožňujú tímom na analýzu porúch vysledovať chyby v teréne späť ku konkrétnym teplotám materiálu a spracovaniu – požiadavka na lisovacie diely pre laptopy a elektronické lisovacie diely dodávané na regulované koncové trhy, o ktorých nemožno vyjednávať.
Predchádzajúci príspevok
Ľahké, vysoko presné: Stratégie hlbokokreslovej matrice na riadenie karosérie EV Inovácia
Ďalší príspevok
Od panelov karosérie po kryty batérií: Technika na pozadí automobilového hlbokého ťahania
náš Produkty.
Začnite podnikať s výrobcom OEM práve tu!
Poskytnite globálnym zákazníkom kompletné riešenia na kľúč
cez
inovácie!
RÝCHLE ODKAZY
KONTAKTNÉ INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
Autorské práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všetky práva vyhradené. Vlastná raznica Výrobcovia kovových razníc
