
-
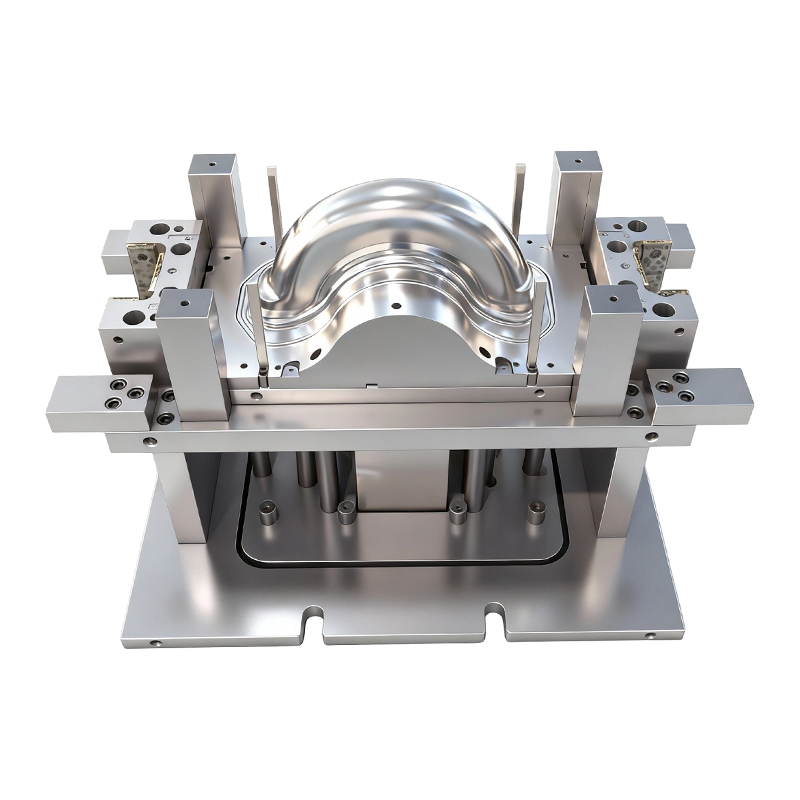
Forma na hlboké ťahanie pre predné a zadné kolesá dvojkolesových elektrických vozidiel
Táto forma na hlboké ťahanie predných a zadných...
-
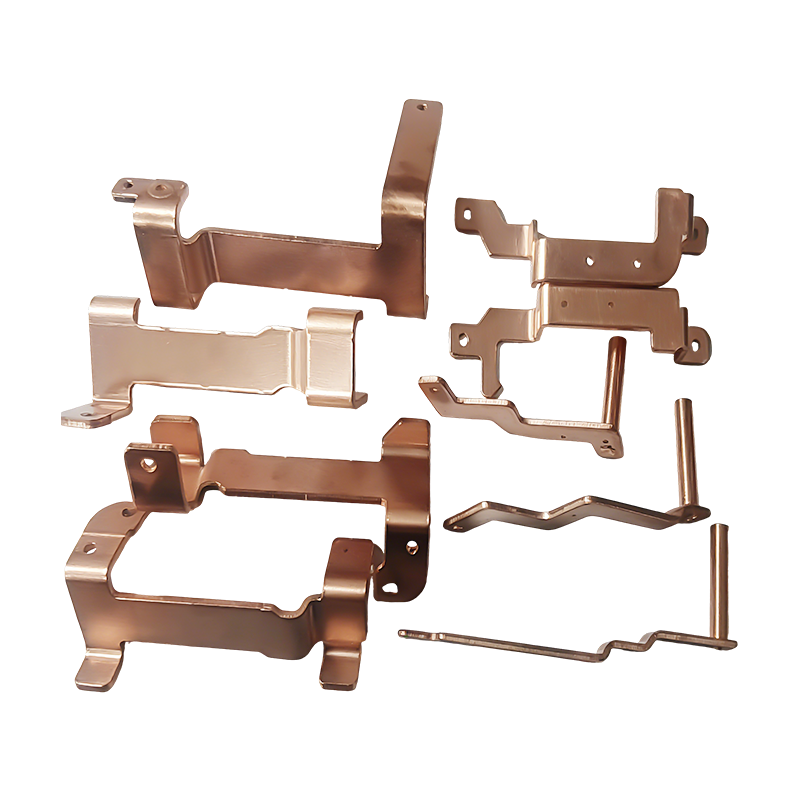
Nové diely na lisovanie medených prípojníc pre energetické vozidlá
Nové medené prípojnicové diely pre energetické ...
-
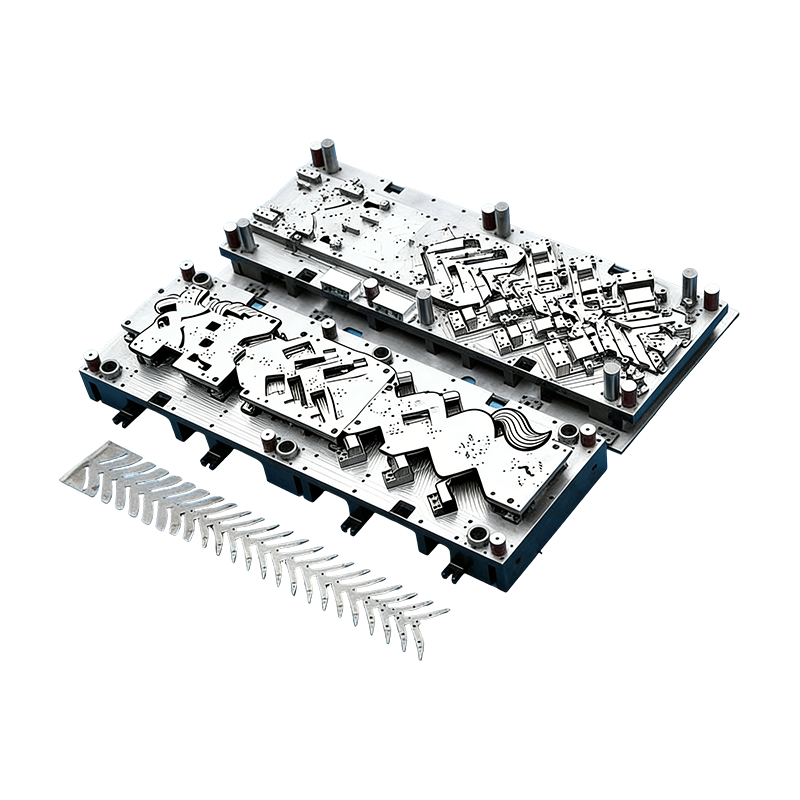
Progresívne formy pre automobilové diely
Táto kontinuálna forma na kryty automobilových ...
-

Lisovacie diely krytu automobilového motora
Lisovacie diely krytu automobilového motora sú ...
-
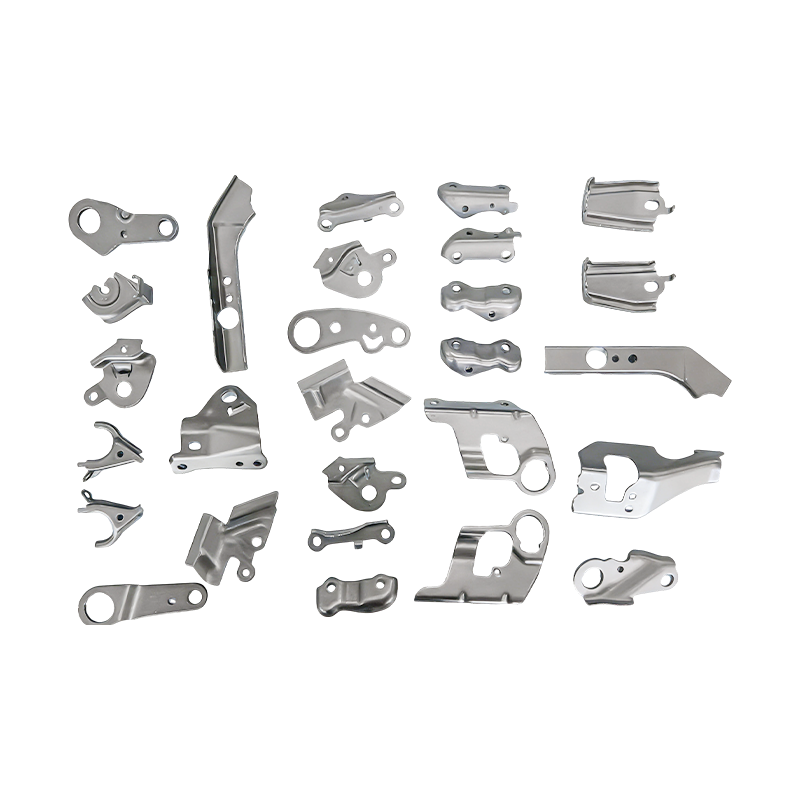
Malé automobilové diely progresívne lisovacie diely
Naše diely na progresívne lisovanie malých auto...
-
Automatická nitovacia forma pre veľkú základňu počítačového stroja
Táto automatická nitovacia forma pre základňu v...
Správy z priemyslu
Domov / Správy / Správy z priemyslu / Sprievodca hlbokým ťahaním kovových razníc pre automobilové diely
Sprievodca hlbokým ťahaním kovových razníc pre automobilové diely
2026-03-30
Základy hlbokého ťahania pri razidle na kov
V zložitom svete výroby, Kovové razidlá slúžia ako chrbtica pre sériovú výrobu presných kovových komponentov. Medzi rôznymi typmi lisovacích operácií vyniká hlboké ťahanie ako kritický proces premeny plochého plechu na trojrozmerné duté tvary. Na rozdiel od jednoduchého ohýbania alebo rezania, hlboké ťahanie zahŕňa sofistikovanú súhru síl, kde razník vtláča kovový polotovar do dutiny matrice. Primárnym cieľom je kontrolovať tok materiálu, zabezpečiť, aby sa list natiahol a zatekal do požadovanej geometrie bez toho, aby sa ohrozila jeho štrukturálna integrita alebo rovnomernosť hrúbky. Tento proces je nevyhnutný na vytváranie dielov, ktoré vyžadujú značnú hĺbku vzhľadom na ich priemer, čo je bežná požiadavka v odvetviach od spotrebného tovaru až po ťažké stroje.
Mechanika hlbokého ťahania sa vo veľkej miere spolieha na plastickú deformáciu materiálu. Keď razník klesá, kovový polotovar sa ťahá cez polomer matrice. Oblasť polotovaru, ktorá leží nad otvorom matrice, sa stáva stenou misky alebo časti, zatiaľ čo vonkajšia príruba je vtiahnutá radiálne dovnútra. Toto radiálne ťahanie spôsobuje zmršťovanie priemeru príruby, čo prirodzene vyvoláva tlakové obručové napätia. Ak tieto napätia nie sú riadené správne, materiál sa bude deformovať, čo vedie k vráskam. Naopak, ak ťahové napätie v stene pohára presiahne medzu klzu materiálu, diel sa roztrhne alebo praskne. Preto dizajn kovových razníc pre hlboké ťahanie nie je len o tvare; ide o zvládanie stresu.
Kontrola toku materiálu a predchádzanie poruchám
Na dosiahnutie úspešného hlbokého ťahu musia inžinieri starostlivo kontrolovať parametre, ako je sila držiaka polotovaru a vôľa matrice. Držiak polotovaru alebo prítlačná podložka pôsobí špecifickou silou na prírubu polotovaru. Táto sila je jemnou rovnováhou: musí byť dostatočne vysoká, aby zabránila zvrásneniu materiálu pri prúdení dovnútra, ale dostatočne nízka, aby umožnila materiálu voľne skĺznuť do dutiny formy. Ak je sila príliš veľká, materiál nemôže tiecť, čo vedie k stenčovaniu a prípadnému zlomeniu na polomere razidla. Ak je príliš nízka, tlakové napätia v prírube spôsobujú nevzhľadné a štrukturálne slabé vrásky.
Vôľa matrice je ďalším kľúčovým faktorom. To sa týka medzery medzi razníkom a stenou matrice. Pri štandardnom hlbokom ťahaní je vôľa zvyčajne o niečo väčšia ako hrúbka plechu, aby materiál mohol tiecť bez nadmerného žehlenia. Avšak v procesoch známych ako "stenčovanie hlboké ťahanie" alebo "žehlenie" je vôľa zámerne nastavená menšia ako počiatočná hrúbka materiálu. Tým sa znižuje hrúbka steny a zvyšuje sa výška dielu, pričom sa zlepšuje povrchová úprava a rozmerová presnosť. Na uľahčenie tohto toku a zníženie trenia, ktoré vytvára teplo a opotrebovanie, je mazanie rozhodujúce. Pokročilé mazivá a povrchové nátery na samotnej matrici pomáhajú predĺžiť životnosť matrice a zabezpečujú konzistentnú kvalitu dielov.
Bežné chyby a riešenia
- Vráskavosť: Spôsobené nadmerným tlakovým napätím v prírube. Vyriešené zvýšením sily držiaka polotovaru alebo použitím ťažných guľôčok na obmedzenie prietoku.
- Zlomenina/trhnutie: Vyskytuje sa, keď napätie v ťahu prekročí limity materiálu. Vyriešené zvýšením vôle matrice, zlepšením mazania alebo žíhaním materiálu na obnovenie ťažnosti.
- Náušnica: Nerovnomerná výška v hornej časti ťahaného dielu v dôsledku anizotropie v štruktúre kovového zrna. Riadené optimalizáciou orientácie polotovaru alebo operácií orezania.
Integrácia s progresívnymi formami pre automobilové diely
Zatiaľ čo jednostupňové hlboké ťahanie je bežné pre veľké jednoduché diely, automobilový priemysel často vyžaduje veľkoobjemovú výrobu zložitých komponentov. Tu sa progresívne formy pre automobilové diely stávajú nepostrádateľnými. V progresívnom nastavení matrice sa pás kovu posúva cez viacero staníc v rámci jednej matrice. Každá stanica vykonáva inú operáciu – dierovanie, ohýbanie a ťahanie – kým sa na konečnej stanici nevyrobí hotový diel. Integrácia hlbokého ťahania do progresívnej matrice je technicky náročná, pretože materiál sa musí prenášať medzi stanicami bez skreslenia ťahaného tvaru.
Automobiloví výrobcovia využívajú tieto progresívne formy na vytváranie všetkého od malých držiakov konektorov až po väčšie konštrukčné prvky. Napríklad výroba komponentov palivového systému alebo výfukových dielov často zahŕňa sériu krokov ťahania v rámci progresívnej linky. Výhoda spočíva v rýchlosti a konzistencii. Automatizáciou presunu dielu z jednej fázy výkresu do ďalšej môžu výrobcovia vyrábať tisíce dielov za hodinu s minimálnym ľudským zásahom. Dizajn progresívnych foriem pre automobilové diely si však vyžaduje starostlivé zváženie „nosného pásu“, ktorý drží diel pri jeho pohybe cez matricu. Nosič musí byť dostatočne pevný, aby odolal silám ťahania, ale musí sa dať ľahko oddeliť od finálnej časti.
Pokročilé konštrukčné návrhy pre zložité geometrie
So zvyšujúcou sa aerodynamikou a prísnejšími bezpečnostnými predpismi sa zvyšuje geometrická zložitosť lisovaných dielov. Štandardné hlbokoťažné matrice často nedokážu dosiahnuť požadované hĺbky alebo tvary jediným zásahom. V dôsledku toho boli vyvinuté špeciálne konštrukčné návrhy, ktoré spĺňajú tieto technické požiadavky. Tieto konštrukcie umožňujú viacstupňové tvarovanie v rámci jedného lisovacieho zdvihu alebo vo viacerých operáciách, čím zaisťujú, že aj tie najzložitejšie duté diely možno efektívne vyrábať.
| Typ matrice | Funkcia | Aplikácia |
| Obrátená počiatočná hlboká kresba | Razník sa pohybuje nahor alebo matrica sa pohybuje nadol, aby pôvodne vytvorila časť zvnútra von. | Používa sa na diely vyžadujúce vysokú stabilitu v prvej fáze tvárnenia. |
| Obrátený výkres bez prázdneho držiaka | Prekreslí diel v opačnom smere bez tradičného držiaka polotovaru, pričom sa spolieha na geometriu matrice. | Ideálne na zmenšenie priemeru a zvýšenie výšky v nasledujúcich fázach. |
| Dvojitý stenčovací výkres | Používa dve koncentrické matrice na výrazné stenčenie hrúbky steny pri predlžovaní dielu. | Výroba vysokotlakových valcov alebo presných krytov automobilov. |
Techniky obráteného kreslenia
Spätné kreslenie je výkonná technika, ktorá sa používa, keď je potrebné súčiastku nakresliť hlbšie, ako umožňuje materiál v jednom ťahu dopredu. Pri tomto procese sa čiastočne vytiahnutý pohár v nasledujúcej stanici obráti naruby alebo vytiahne v opačnom smere. Toto vytvrdzuje materiál inak a umožňuje väčší pomer hĺbky k priemeru. Reverzné hlbokoťažné matrice bez držiaka polotovaru sú tu obzvlášť užitočné, pretože zjednodušujú štruktúru nástrojov pri zachovaní kontroly nad tokom materiálu počas procesu obracania.
Zlepšenie životnosti matrice a kvality povrchu
Dlhovekosť Kovové razidlá priamo koreluje s kvalitou povrchu vyrábaných dielov a nákladovou efektívnosťou výrobnej linky. Hlboké ťahanie zahŕňa značné trenie a tlak, čo môže viesť k zadretiu (materiál sa prilepí na matricu) a opotrebovaniu. Aby sa tomu zabránilo, moderná výroba foriem využíva pokročilé techniky leštenia a povrchovej úpravy. Leštenie polomerov matrice do zrkadlového lesku znižuje trenie, čo umožňuje hladký tok kovu. Ďalej sa na pracovné plochy matrice nanášajú povlaky ako nitrid titánu (TiN) alebo uhlík podobný diamantu (DLC).
Tieto povlaky poskytujú tvrdý povrch s nízkym trením, ktorý odoláva oderu a korózii. V kontexte progresívnych foriem pre automobilové diely, kde je kritická doba prevádzkyschopnosti, potiahnuté matrice znižujú frekvenciu prestávok na údržbu a mieru odmietnutia dielov. Okrem toho je rozhodujúci výber materiálov lisovnice. Nástrojové ocele s vysokým obsahom uhlíka a chrómu sa často používajú pre ich odolnosť proti opotrebovaniu, zatiaľ čo doštičky z karbidu volfrámu možno použiť vo veľkoobjemových aplikáciách, kde sa vyžaduje extrémna odolnosť. Kombináciou robustného konštrukčného dizajnu s povrchovým inžinierstvom môžu výrobcovia zabezpečiť, že hlbokoťažné matrice budú spoľahlivo fungovať počas miliónov cyklov.
Aplikácie v modernej automobilovej výrobe
Aplikácia technológie hlbokého ťahania je v automobilovom sektore všadeprítomná. Jedným z najklasickejších príkladov je výroba automobilových palivových nádrží. Tieto komponenty vyžadujú zložité, duté tvary, ktoré vydržia vnútorný tlak a vonkajší vplyv. Hlboké ťahanie umožňuje vytvorenie týchto bezšvíkových nádob z plechu, čím sa zaisťuje nepriepustná celistvosť. Podobne aj smaltované umývadlá a drezy, zatiaľ čo spotrebný tovar, majú rovnaké výrobné princípy, čo dokazuje všestrannosť procesu.
V ére elektrických vozidiel (EV) vzrástol dopyt po hlboko ťahaných dieloch. Kryty batérií, kryty motorov a konštrukčné havarijné boxy často využívajú procesy hlbokého ťahania na dosiahnutie ľahkých, ale pevných krytov. Schopnosť riediť materiál počas procesu ťahania (stenčovanie hlboké ťahanie) pomáha znižovať celkovú hmotnosť vozidla, čo je rozhodujúce pre predĺženie dojazdu batérie. Ako sa priemysel posúva smerom k ľahším materiálom, ako je hliník a vysokopevnostná oceľ, úloha špecializovaných lisovníc na kov sa stáva ešte významnejšou. Inžinieri musia prispôsobiť návrhy lisovníc tak, aby zvládli rôzne charakteristiky pruženia a limity tvárnosti týchto pokročilých zliatin, čím sa zabezpečí, že budúca generácia vozidiel bude bezpečná aj efektívna.
Predchádzajúci príspevok
Presné lisovacie matrice pre elektroniku a domáce spotrebiče: vysokoefektívne výrobné riešenia v roku 2026
Ďalší príspevok
Sprievodca dielmi na lisovanie a kreslenie kovov
náš Produkty.
Začnite podnikať s výrobcom OEM práve tu!
Poskytnite globálnym zákazníkom kompletné riešenia na kľúč
cez
inovácie!
RÝCHLE ODKAZY
KONTAKTNÉ INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
Autorské práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všetky práva vyhradené. Vlastná raznica Výrobcovia kovových razníc
