-
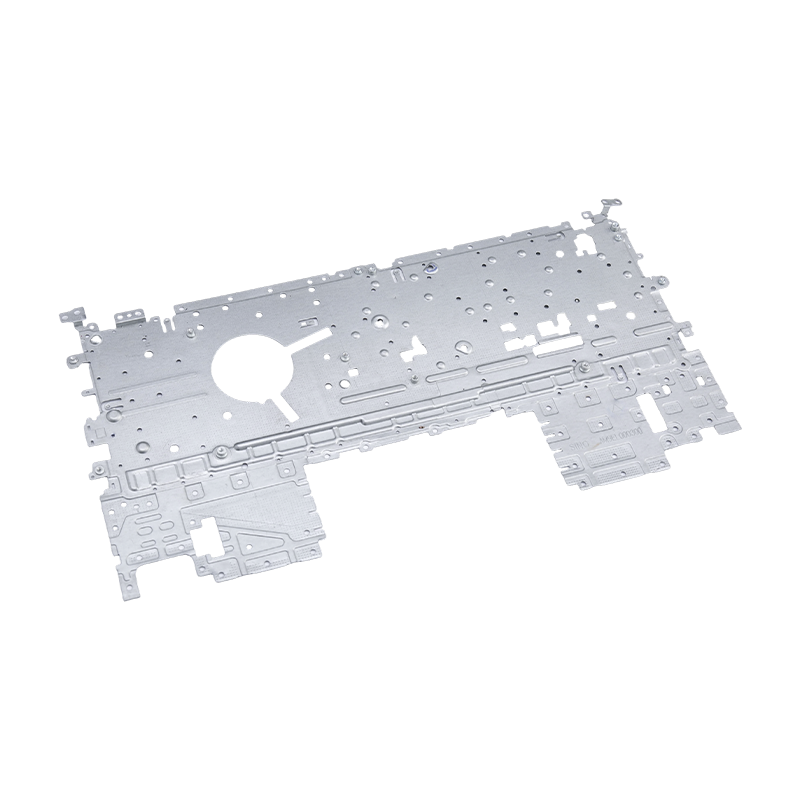
Diely na lisovanie notebookov
Naše lisovacie diely pre notebooky sú precízne ...
-
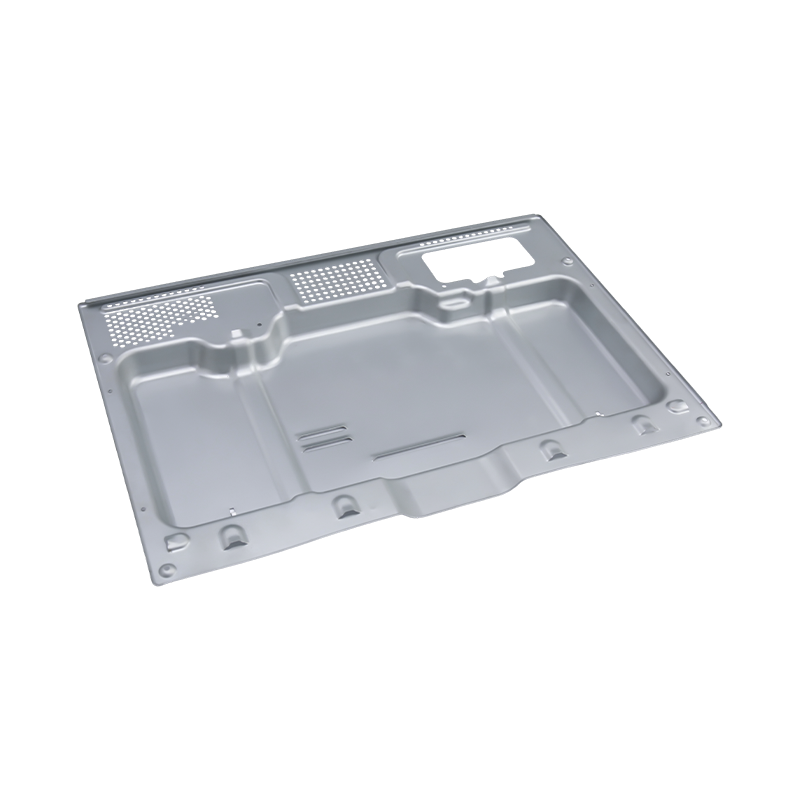
Špičkové diely na lisovanie pecí
Naše špičkové diely na lisovanie pecí sú precíz...
-

Diely na lisovanie konca plynovej nádrže
Časti na lisovanie koncov plynových nádrží sú h...
-
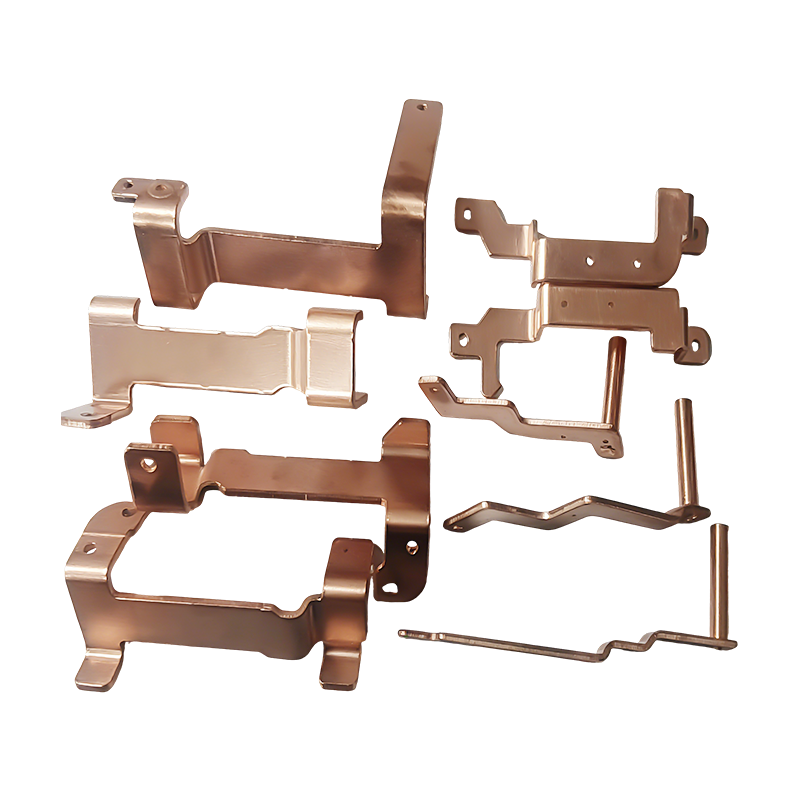
Nové diely na lisovanie medených prípojníc pre energetické vozidlá
Nové medené prípojnicové diely pre energetické ...
-
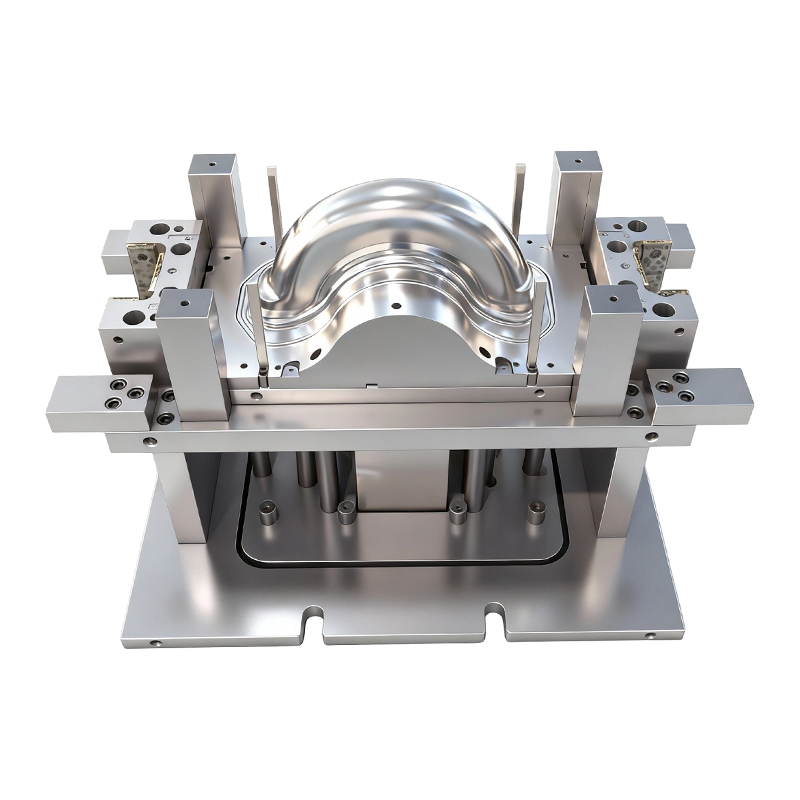
Forma na hlboké ťahanie pre predné a zadné kolesá dvojkolesových elektrických vozidiel
Táto forma na hlboké ťahanie predných a zadných...
Správy z priemyslu
Sprievodca dielmi na lisovanie a kreslenie kovov
2026-03-23
Čo sú to kovové lisovacie diely a ako sa vyrábajú
Kovové lisovacie diely sú presne tvarované kovové súčiastky vyrábané pôsobením riadenej sily prostredníctvom raziaceho lisu na deformáciu plechu do definovaného tvaru pomocou nástrojov z kalenej nástrojovej ocele. Proces zahŕňa skupinu operácií – vysekávanie, dierovanie, ohýbanie, tvarovanie, razenie a razenie – ktoré možno vykonávať jednotlivo v jednostupňových nástrojoch alebo ich kombinovať v progresívnych alebo prenosových nástrojoch, ktoré dokončia viacero operácií v jednom lise. Výsledkom je komponent s konzistentnou geometriou, úzkymi rozmerovými toleranciami a charakteristikami povrchovej úpravy, ktoré sú určené výlučne konštrukciou lisovnice a nie zručnosťou operátora, vďaka čomu je lisovanie jedným z najviac opakovateľných a škálovateľných procesov tvárnenia kovov, ktoré majú výrobcovia k dispozícii.
Ekonomika dielov na lisovanie kovov je poháňaná amortizáciou lisovníc pri vysokých objemoch výroby. Po vykonaní investície do nástrojov sa cena lisovaných komponentov na jeden kus rapídne znižuje s objemom – lisovanie sa stáva dominantným formovacím procesom pre akúkoľvek aplikáciu vyžadujúcu tisíce alebo milióny rovnakých kovových komponentov. Pre výrobcov domácich spotrebičov, ktorí vyrábajú milióny kusov ročne, a výrobcov OEM v automobilovom priemysle so stovkami tisíc modelov je rozhodujúca výhoda lisovania v cene na diel v porovnaní s obrábaním alebo odlievaním. Konzistentná hrúbka a úzke tolerancie sú automaticky udržiavané geometriou matrice, čím sa eliminuje rozmerová variabilita, ktorá si vyžaduje manuálnu kontrolu a triedenie pri menej presných výrobných metódach.
Produkty kovových výkresových dielov: Procesné princípy a schopnosti
Výrobky na ťahanie kovov sa vyrábajú hlbokým ťahaním – podprocesom razenia, pri ktorom sa plochý plechový polotovar radiálne vťahuje do tvarovacej formy mechanickým pôsobením razníka, čím sa vytvorí dutý bezšvíkový komponent s hĺbkou presahujúcou jeho priemer. Hlboké ťahanie je proces, ktorý stojí za valcovými plechovkami, pohármi, škrupinami, puzdrami a obalmi prakticky v každom výrobnom odvetví. Na rozdiel od operácií ohýbania alebo strihania, pri ktorých dochádza k strihaniu alebo prehýbaniu materiálu, hlboké ťahanie plasticky deformuje kov tým, že spôsobuje kontrolovaný tok materiálu z oblasti príruby do dutiny formy, čím sa plochý plech premieňa na trojrozmernú formu bez odstraňovania materiálu.
Kvalita výrobkov na ťahanie kovov závisí od presného riadenia niekoľkých interagujúcich procesných parametrov: sila držiaka polotovaru, rýchlosť razníka, mazanie, ťažnosť materiálu a pomer ťahania – vzťah medzi priemerom polotovaru a priemerom razníka. Prekročenie medzného pomeru ťahu materiálu bez medziľahlého žíhania spôsobuje zvrásnenie, trhanie alebo nerovnomernosť hrúbky steny, čo robí diel nepoužiteľným. Moderné operácie hlbokého ťahania využívajú simuláciu konečných prvkov počas návrhu matrice na predpovedanie materiálového toku a optimalizáciu parametrov procesu pred rezaním akéhokoľvek nástroja, čím sa výrazne znižuje čas vývoja a odpad spojený s empirickými prístupmi pokus-omyl.
Kľúčové rozdiely medzi razením a hlbokým kreslením
- Geometria dielu — Kovové lisované diely sú zvyčajne ploché alebo plytko tvarované komponenty vyrábané jedným lisovacím zdvihom, zatiaľ čo produkty kovových ťahaných dielov sú duté, trojrozmerné škrupiny vyrábané progresívnym tokom materiálu v jednom alebo viacerých stupňoch ťahania.
- Stav napätia materiálu — Lisovanie primárne vystavuje materiál namáhaniu v ťahu, tlaku alebo ohybu v rovine plechu. Hlboké ťahanie vytvára komplexný dvojosový stav napätia – ťah v stene, tlakový v prírube – ktorý si vyžaduje materiály s vysokým predĺžením a nízkym pomerom medze klzu k pevnosti v ťahu pre úspešné tvarovanie.
- Zložitosť nástrojov — Hlbokoťažné matrice vyžadujú presnú kontrolu vôle medzi razníkom a matricou, systémy držiakov polotovarov a často viacnásobné preťahovacie stupne pre hlboké komponenty, vďaka čomu je obrábanie nástrojov zložitejšie a nákladnejšie ako lisovacie matrice s ekvivalentným objemom pre ploché tvarované diely.
- Požiadavky na povrchovú úpravu — Výrobky na ťahanie kovov používané vo viditeľných aplikáciách – ako sú kryty spotrebičov alebo kozmetické obaly – vyžadujú starostlivé riadenie mazania a konečnú úpravu povrchu matrice, aby sa predišlo stopám po nástroji, odieraniu a textúre pomarančovej kôry na ťahanom povrchu.
Materiály používané pri operáciách lisovania a kreslenia kovov
Výber materiálu pre kovové lisovacie diely a výrobky na ťahanie kovov je jedným z najdôslednejších rozhodnutí v procese vývoja komponentov. Zvolený materiál musí spĺňať požiadavky na mechanické vlastnosti aplikácie, požiadavky na tvárnosť procesu razenia alebo ťahania, požiadavky na povrchovú úpravu hotového dielu a nákladové obmedzenia výrobného programu. Nasledujúce materiály tvoria veľkú väčšinu lisovaných a ťahaných komponentov v priemyselných odvetviach.
| Materiál | Vlastnosti kľúča | Typické aplikácie |
| Nízkouhlíková oceľ (DC01–DC06) | Výborná tvarovateľnosť, nízka cena, zvárateľnosť | Panely spotrebičov, konzoly, výstuže karosérie |
| Vysokopevnostná oceľ (HSS/AHSS) | Vysoká medza klzu, absorpcia energie nárazu | Automobilové konštrukčné a bezpečnostné komponenty |
| Pozinkovaná / elektrogalvanizovaná oceľ | Odolnosť proti korózii, pretierateľný | Vaničky práčok, rámy chladničiek |
| Nehrdzavejúca oceľ (304, 430) | Odolnosť proti korózii, hygienický povrch | Vnútorné vložky spotrebičov, potravinárske vybavenie |
| Zliatina hliníka (1xxx, 3xxx, 5xxx) | Ľahký, odolný voči korózii | Panely karosérie automobilov, výmenníky tepla |
| Meď a mosadz | Elektrická vodivosť, tvárnosť | Elektrické kontakty, konektory, svorky |
Kovové lisovacie diely vo výrobe domácich spotrebičov
Výroba domácich spotrebičov je jedným z najväčších a najnáročnejších aplikačných sektorov pre diely na lisovanie kovov. Každá hlavná kategória spotrebičov – chladničky, práčky, klimatizácie, umývačky riadu a kuchynské spotrebiče – obsahuje desiatky až stovky lisovaných komponentov, ktoré súčasne plnia štrukturálne, funkčné a estetické úlohy. Rozmerová konzistencia, ktorú lisovanie poskytuje, je nevyhnutná pri montáži zariadení, kde komponenty od viacerých dodávateľov musia do seba zapadať v rámci prísnych montážnych tolerancií na vysokorýchlostných výrobných linkách.
Chladničky
Rámy dverí chladničky patria medzi rozmerovo najkritickejšie lisovacie diely pri výrobe spotrebičov. Rám dverí si musí zachovať rovinnosť a rovnosť v rámci úzkych tolerancií, aby sa zabezpečil konzistentný kontakt s tesnením dverí po celom jeho obvode – požiadavka priamo spojená s hodnotením energetickej účinnosti chladničky. Akákoľvek rozmerová odchýlka, ktorá vytvára medzery v tesnení, vedie k úniku studeného vzduchu, predĺženiu doby chodu kompresora a spotrebe energie nad certifikovanú hodnotu. Schopnosť lisovania konzistentne dodržiavať tieto tolerancie v rámci veľkoobjemovej výroby je to, čo z neho robí jedinú praktickú výrobnú metódu pre túto aplikáciu.
Práčky
Držiaky vnútornej vane práčky sú lisované diely, ktoré musia odolávať značnému dynamickému zaťaženiu – odstredivé sily počas cyklov odstreďovania môžu dosiahnuť niekoľko stoviek kilogramov – pri zachovaní presných polohových vzťahov medzi vaňou, ložiskami bubna a zostavou motora. Rozmerová presnosť konzoly priamo ovplyvňuje vyváženie vibrácií počas vysokorýchlostného odstreďovania, čo následne určuje hladinu hluku, životnosť ložísk a únavovú životnosť konštrukcie celého stroja. Lisované konzoly vyrobené s konzistentnou hrúbkou a úzkymi toleranciami eliminujú montážne variácie, ktoré by si inak vyžadovali individuálne nastavenie vyváženia na každej jednotke.
Klimatizácie
Šasi klimatizácie používa lisovacie diely pre stabilné nosné a presné nasadenie kompresora, motora ventilátora, výmenníka tepla a elektrických komponentov. Podvozok si musí zachovať svoju rozmerovú geometriu v dôsledku mechanického namáhania pri preprave, inštalácii a dlhoročných vibrácií kompresora a ventilátora. Lisované oceľové šasi s konzistentnou hrúbkou steny poskytuje pomer tuhosti k hmotnosti potrebný pre tieto aplikácie bez nákladov na obrábané alebo odlievané alternatívy.
Automobilové aplikácie: Bezpečnosť, presnosť a výkon
V automobilovom sektore sú diely na lisovanie kovov rozhodujúce pre bezpečnosť a výkon spôsobom, ktorý robí z požiadaviek na rozmerovú presnosť a integritu materiálu nesporné požiadavky. Špecifikácie automobilového lisovania patria medzi najprísnejšie v akomkoľvek výrobnom priemysle, s rozmerovými toleranciami komponentov kritických z hľadiska bezpečnosti meranými v desatinách milimetra a požiadavkami na vlastnosti materiálu overenými skôr štatistickou kontrolou procesu než kontrolou vzoriek.
Komponenty brzdy a odpruženia
Komponenty brzdových strmeňov predstavujú jedny z najnáročnejších aplikácií pre diely na lisovanie kovov v automobilovom sektore. Držiak strmeňa a montážny hardvér si musia zachovať presnú geometriu, aby sa zabezpečilo správne zarovnanie doštičiek, rovnomerné rozloženie upínacej sily a konzistentný brzdný výkon v celom rozsahu prevádzkových teplôt a zaťažení. Vysoká rozmerová presnosť lisovania – zvyčajne ±0,1 mm alebo lepšia na kritických prvkoch výrobných nástrojov – spĺňa tieto požiadavky pri objemoch a nákladoch, ktoré si automobilová výroba vyžaduje. Akákoľvek odchýlka od špecifikovanej geometrie brzdových komponentov sa priamo premieta do variability brzdného výkonu, ktorá ovplyvňuje certifikáciu bezpečnosti vozidla.
Konštrukcia sedadla a výstuže tela
Držiaky sedadiel a výstuže panelov karosérie sa spoliehajú na vysokú rozmerovú presnosť lisovania, aby splnili prísne automobilové bezpečnostné normy pri testovaní výkonu pri náraze. Držiaky sedadiel si musia zachovať celistvosť dráhy zaťaženia pri extrémnych silách vznikajúcich pri čelnom a bočnom náraze, čím sa zabezpečí, že zádržné systémy pre cestujúcich fungujú tak, ako boli navrhnuté. Výstuže panelov karosérie – dverové nášľapné nosníky, vložky B-stĺpikov a výstuhy podlahových tunelov – sa čoraz viac vyrábajú z pokročilých vysokopevnostných oceľových výliskov, ktoré absorbujú energiu nárazu prostredníctvom riadenej deformácie, čo je správanie, ktoré kriticky závisí od presnej konzistencie hrúbky materiálu a presnosti geometrie. Všestrannosť dielov na lisovanie kovov v týchto aplikáciách kritických z hľadiska bezpečnosti ich robí nevyhnutnými pre spoľahlivú a nákladovo efektívnu výrobu v automobilovom sektore.
Kontrola kvality a tolerančný manažment vo výrobe lisovania
Udržiavanie rozmerovej konzistencie v rámci veľkoobjemovej lisovacej výroby si vyžaduje systematický prístup ku kontrole kvality, ktorý začína návrhom lisovnice a pokračuje v každej fáze výroby. Rozmerová presnosť, vďaka ktorej sú kovové lisované diely cenné pri montáži – znižuje montážne medzery, znižuje výrobné náklady a zvyšuje trvanlivosť produktu – nie je automatickým výsledkom procesu lisovania. Je to výsledok disciplinovaného riadenia procesu aplikovaného dôsledne počas celej výrobnej série.
- Kontrola prvého článku (FAI) — Úplné overenie rozmerov prvých výrobných dielov oproti konštrukčnému výkresu pomocou súradnicových meracích strojov (CMM) potvrdzuje, že matrica vyrába diely v rámci tolerancie pred začatím sériovej výroby. Údaje FAI poskytujú základnú líniu, voči ktorej sa meria následná odchýlka produkcie.
- Štatistická kontrola procesu (SPC) — Nepretržité monitorovanie kritických rozmerov počas výroby pomocou kontrolných diagramov identifikuje posun procesu predtým, ako sa vytvoria diely mimo tolerancie, čo umožňuje skôr preventívne úpravy nástrojov než reaktívne vytváranie šrotu.
- Harmonogram údržby matrice — Postupné opotrebenie matrice – najmä na rezných hranách, polomeroch ohybu a nákružkoch – priamo ovplyvňuje rozmery dielov. Štruktúrované intervaly údržby matrice založené na počte dielov s overením rozmerov v každom intervale zabraňujú posunu tolerancie spôsobenému opotrebovaním nástroja, aby sa dostal na zmontované produkty.
- Vstupná kontrola materiálu — Zmeny hrúbky plechu, odchýlka medze klzu a stav povrchu – to všetko ovplyvňuje rozmery lisovaných dielov a pruženie. Prichádzajúce overenie materiálu na základe certifikovaných správ o skúške mlyna a štatistické odoberanie vzoriek fyzikálnych vlastností zabraňuje tomu, aby sa do procesu dostali rozmerové variácie spôsobené materiálom.
-

Predchádzajúci príspevok
Sprievodca hlbokým ťahaním kovových razníc pre automobilové diely
Ďalší príspevok
Kovové lisovacie diely pre automobilový priemysel a domáce spotrebiče: procesy, materiály a normy kvality
náš Produkty.
Začnite podnikať s výrobcom OEM práve tu!
Poskytnite globálnym zákazníkom kompletné riešenia na kľúč
cez
inovácie!
RÝCHLE ODKAZY
KONTAKTNÉ INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
Autorské práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všetky práva vyhradené. Vlastná raznica Výrobcovia kovových razníc
