-
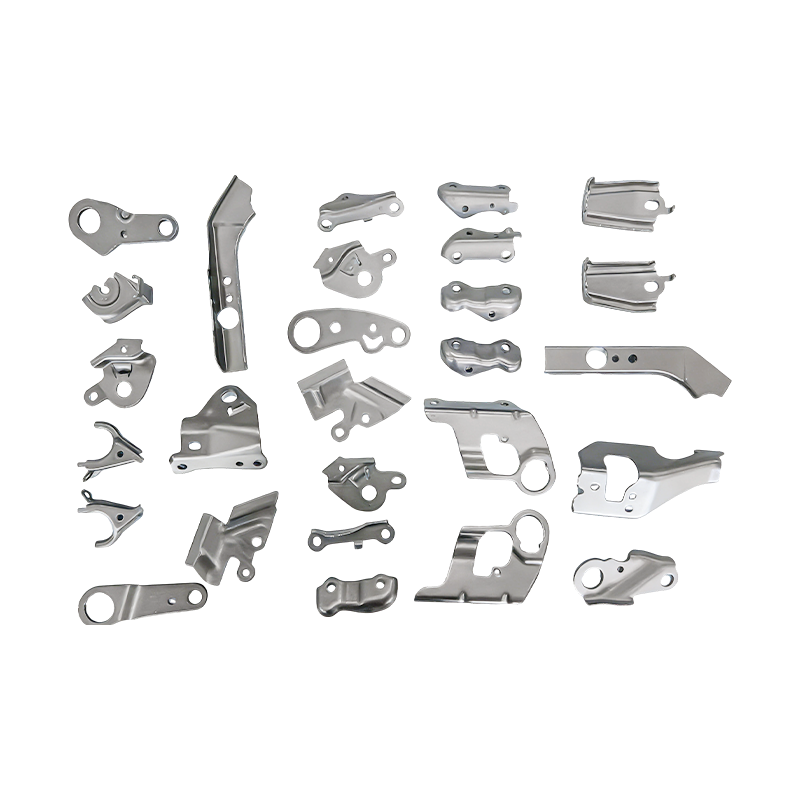
Malé automobilové diely progresívne lisovacie diely
Naše diely na progresívne lisovanie malých auto...
-
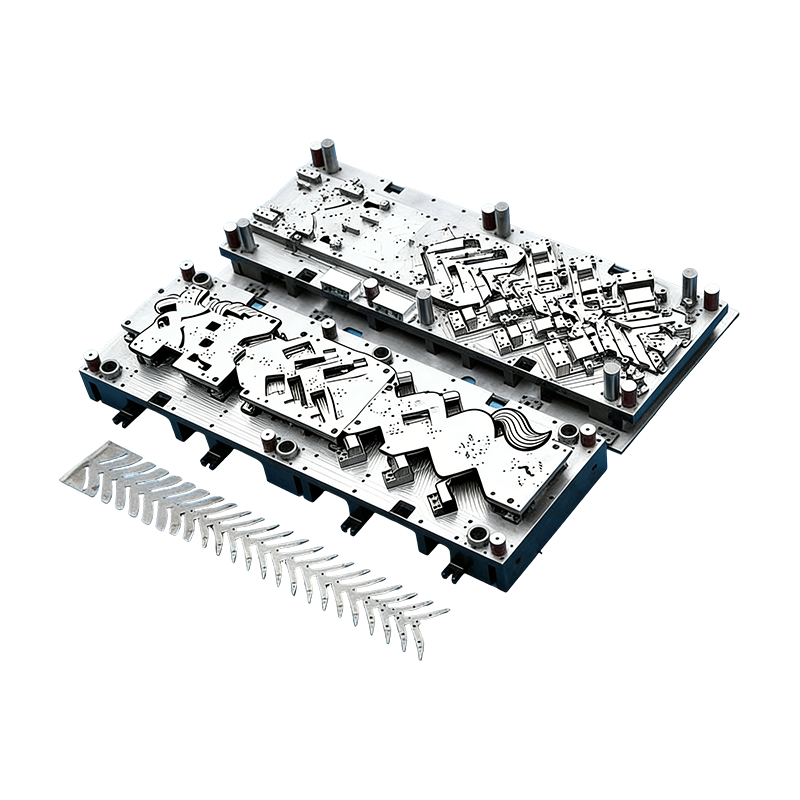
Progresívne formy pre automobilové diely
Táto kontinuálna forma na kryty automobilových ...
-
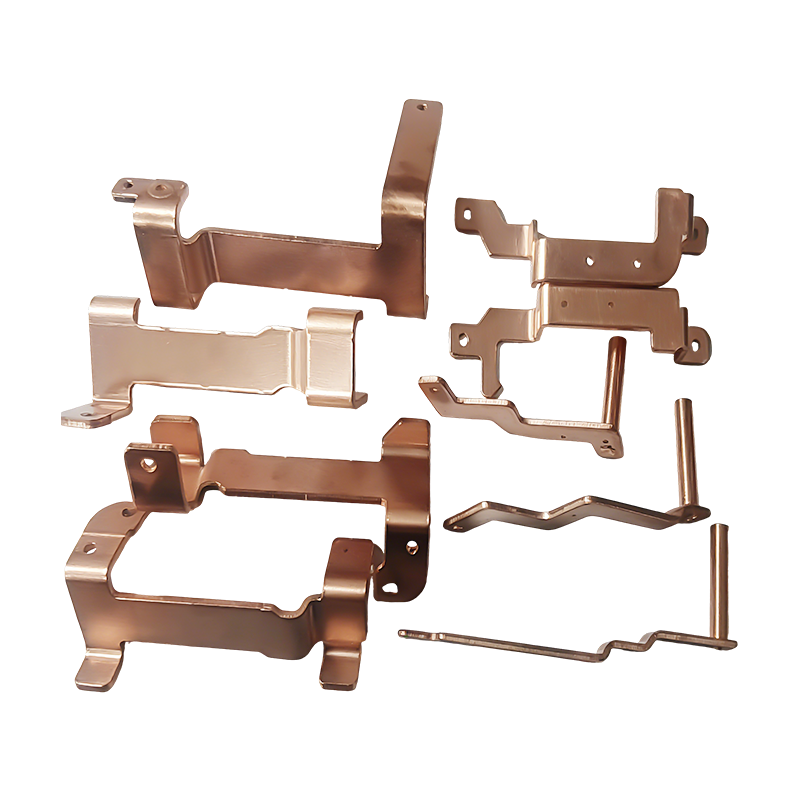
Nové diely na lisovanie medených prípojníc pre energetické vozidlá
Nové medené prípojnicové diely pre energetické ...
-
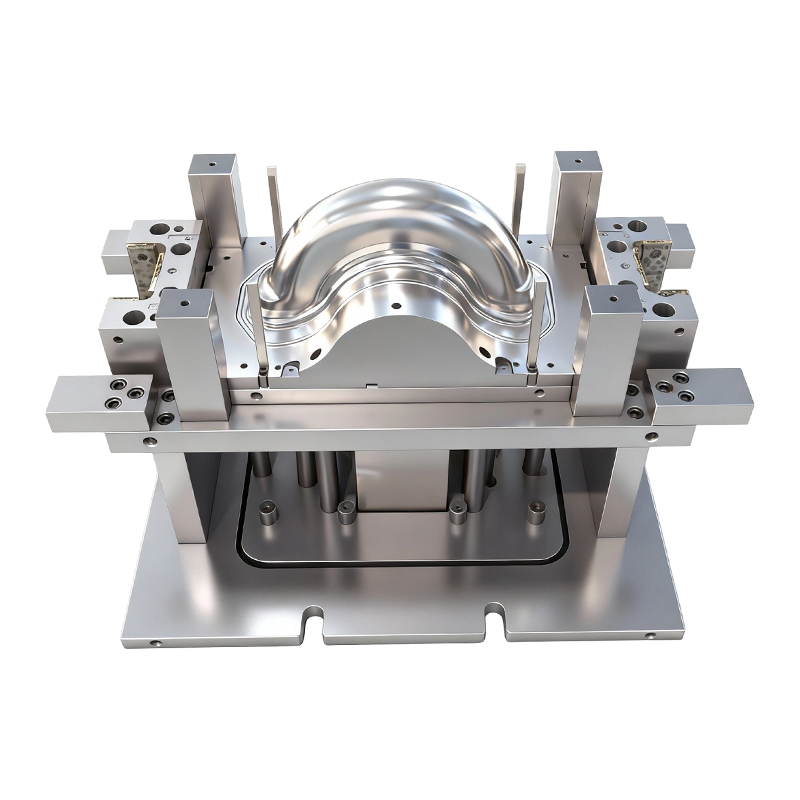
Forma na hlboké ťahanie pre predné a zadné kolesá dvojkolesových elektrických vozidiel
Táto forma na hlboké ťahanie predných a zadných...
-
Automatická nitovacia forma pre veľkú základňu počítačového stroja
Táto automatická nitovacia forma pre základňu v...
-
Malé lisované diely pre notebooky a mobilné telefóny
Ako základné interné komponenty pre modernú pre...
Správy z priemyslu
Domov / Správy / Správy z priemyslu / Aký je rozdiel medzi tradičnými a simulačne optimalizovanými lisovacími nástrojmi pre automobily?
Aký je rozdiel medzi tradičnými a simulačne optimalizovanými lisovacími nástrojmi pre automobily?
2026-03-02
Prečo je rozdiel medzi tradičným a optimalizovaným simuláciou dôležitý
Automobilové lisovacie matrice vždy patrili medzi technicky najnáročnejšie investície do nástrojov vo výrobe vozidiel. Jedna sada lisovníc pre panel karosérie môže predstavovať státisíce dolárov za inžiniering, obrábanie a skúšobný čas – a dôsledky nesprávneho návrhu sa merajú nielen v nákladoch na prepracovanie, ale aj v oneskorenom spustení výroby, zvýšenej miere odpadu a zníženej kvalite dielov, ktoré sa šíria následnými montážnymi operáciami. Desaťročia sa dizajn matrice spoliehal na nahromadené empirické znalosti skúsených výrobcov nástrojov: opakované fyzikálne skúšky, manuálne úpravy sily držiaka polotovaru a geometrie ryhy a postupné zdokonaľovanie prostredníctvom pokusov a omylov, až kým matrica konzistentne neprodukovala prijateľné diely.
Posun smerom k automobilovým lisovacím nástrojom optimalizovaným pre simuláciu nenastal zo dňa na deň, ale jeho tempo sa prudko zrýchlilo, keďže programy vozidiel sa stali súčasne zložitejšími a časovo stlačenejšími. Predovšetkým elektrické vozidlá priniesli nové materiálne výzvy – kryty batérií zo zliatiny horčíka a hliníka, konštrukčné komponenty z ocele s ultra vysokou pevnosťou a komplexné hlboko ťahané geometrie, ktoré posúvajú hranice tvarovania – ktoré tradičný empirický prístup nedokáže spoľahlivo riešiť v rámci stlačených časových plánov vývoja podľa požiadaviek trhu. Pochopenie konkrétnych rozdielov medzi tradičným a simulačne optimalizovaným dizajnom a výrobou lisovníc je nevyhnutné pre inžinierske tímy, ktoré hodnotia svoje procesy vývoja nástrojov v roku 2025 a neskôr.
Ako v skutočnosti funguje vývoj tradičných automobilových razníc
Tradičný vývoj lisovacej formy pre automobilový priemysel začína geometriou dielu a špecifikáciou materiálu, z ktorej skúsený konštruktér lisovnice skonštruuje koncepciu lisovnice založenú na zavedených konštrukčných pravidlách a prispôsobovaní vzorov predchádzajúcim podobným dielom. Dierovač, matrica, držiak polotovaru a geometria súpravy matrice sú definované kombináciou vzorcov z príručky, vlastných návrhových pokynov a úsudku dizajnéra. Veľkosť polotovaru sa odhaduje pomocou metód založených na ploche alebo zjednodušeného geometrického rozvinutia a polohy nákružku a zadržiavacie sily sa vyberajú na základe všeobecných skúseností s porovnateľnými tvarmi panelov, a nie na základe analýzy špecifického stavu napätia v aktuálnej časti.
Fáza fyzického skúšania je miesto, kde tradičný proces buď potvrdzuje, alebo odhaľuje obmedzenia tohto prístupu. Keď počiatočná matrica produkuje diely s zvrásnením v oblastiach s nízkym napätím, praskanie pri úzkych polomeroch, nadmerné stenčenie materiálu na kritických miestach konštrukcie alebo spätné pruženie, ktoré posúva tvarovanú geometriu mimo tolerančného pásma ±0,02 mm potrebného na presnú montáž panela karosérie, odpoveďou je fyzický zásah: úprava sily držiaka polotovaru pridaním podložiek, úprava geometrie ťažnej guľôčky ošetrením povrchu zváraním alebo prebrúsením zadnej zápustky na povrchy s vysokou mierou brúsenia. kovové vzory prúdenia. Každý zásah si vyžaduje nový skúšobný chod a zložité panely môžu vyžadovať desiatky opakovaní, kým matrica vytvorí konzistentne prijateľné diely.
Nákladové dôsledky tohto prístupu sú značné. Čas fyzického skúšania na veľkom prenosovom lise alebo linke s progresívnymi matricami je drahý a inžinierska práca potrebná na diagnostiku defektov, konštrukčné zásahy a vykonávanie úprav sa na náročných paneloch rýchlo hromadí. Ešte dôležitejšie je, že empirický prístup neposkytuje žiadnu záruku konvergencie – niektoré konštrukcie lisovníc založené čisto na skúsenostiach dosahujú lokálne optimum, ktoré nemožno zlepšiť bez zásadného prepracovania, čo je situácia, ktorá nemusí byť zrejmá, kým sa neinvestuje do fyzických nástrojov.
Aké zmeny dizajnu lisovnice s optimalizovanou simuláciou v procese vývoja
Simuláciou optimalizovaný vývoj automobilových lisovacích nástrojov nahrádza veľkú časť fyzického cyklu pokus-omyl virtuálnou analýzou tvárnenia vykonanou pred rezaním akéhokoľvek kovu. Softvér na analýzu konečných prvkov (FEA) modeluje celý proces tvarovania – od kontaktu polotovaru s držiakom polotovaru až po úplnú hĺbku ťahu – vypočítaním napätia, deformácie, rozloženia hrúbky a pruženia plechu pri aplikovanej geometrii nástroja a procesných podmienkach. Výstup simulácie identifikuje potenciálne miesta defektov: oblasti približujúce sa k medznej krivke tvarovania, kde je zvýšené riziko praskania, oblasti akumulácie tlakového napätia, kde dôjde k vráskam, a oblasti nadmerného stenčenia, ktoré by ohrozilo konštrukčné vlastnosti alebo kvalitu povrchu.
Simulácia kriticky umožňuje parametrickú optimalizáciu, ktorá by bola pri fyzickom testovaní prakticky nemožná. Sila držiaka polotovaru sa môže meniť v celom jeho dostupnom rozsahu v minútach výpočtového času, aby sa našla hodnota, ktorá súčasne potláča zvrásnenie a zabraňuje praskaniu – opačným režimom zlyhania, ktoré robia kalibráciu sily držiaka polotovaru takou náročnou v tradičnom vývoji lisovníc. Geometria, poloha a zadržiavacia sila ťažnej obruby môžu byť optimalizované pre každú časť obvodu polotovaru nezávisle, pričom sa zohľadňuje smerovo závislý odpor prúdenia potrebný na riadenie distribúcie kovu v zložitých asymetrických geometriách panelov. Výber povrchovej úpravy – vrátane ultra hladkých povrchových úprav Ra ≤ 0,05 μm požadovaných v zónach hlbokého ťahania – možno vyhodnotiť pomocou štúdií citlivosti koeficientu trenia, ktoré kvantifikujú, ako zlepšenia kvality povrchu ovplyvňujú výsledky tvárnenia, predtým, než sa zapojíte do obrábacích a dokončovacích operácií, ktorými sa to dosiahne.
Deep Drawing Die for EV Components: Kde sa simulácia stáva nevyhnutnou
Prechod na elektrické vozidlá priniesol formovacie výzvy, vďaka ktorým je simulácia nielen výhodná, ale aj prakticky nevyhnutná. Zápustky pre hlboké ťahanie pre komponenty špecifické pre elektromobily – najmä kryty batérií zo zliatiny horčíka a hliníka s pomerom hlbokého ťahania presahujúcim 2,5:1 – fungujú na hranici toho, čo materiál vydrží bez zlyhania. Hraničné správanie hliníkových zliatin sa zásadne líši od mäkkých a vysokopevných ocelí, s ktorými nazbieral skúsenosti pri vývoji tradičných automobilových lisovacích nástrojov: hliník vykazuje nižšiu tvárnosť, silnejšie anizotropné účinky a väčšiu citlivosť na rýchlosť deformácie a teplotu ako bežné druhy ocelí panelov karosérie.
Simulačné nástroje kalibrované s presnými údajmi o materiálových vlastnostiach – vrátane medzných kriviek tvarovania, koeficientov anizotropie a kriviek prietokového napätia určených z testovania charakterizácie fyzikálneho materiálu – môžu pred vykonaním akejkoľvek investície do nástroja predpovedať, či navrhovaná geometria lisovnice úspešne vytvorí puzdro hliníkovej batérie bez praskania na polomere razidla alebo zvrásnenia v prírube. Táto prediktívna schopnosť je obzvlášť cenná pre pomery hlbokého ťahania nad 2,5:1, kde sa procesné okno medzi režimami zlyhania vrások a praskania zužuje do tej miery, že je nepravdepodobné, že empirické nastavenie nájde stabilné prevádzkové podmienky bez systematického výpočtového vedenia.
Predikcia riedenia materiálu je ďalším kritickým výstupom simulácie pre EV hlbokoťažné matrice. Kryty batérií a konštrukčné komponenty EV majú definované požiadavky na minimálnu hrúbku steny na základe štrukturálnej analýzy a bezpečnostných noriem. Simulácia umožňuje konštruktérom lisovníc overiť, že stenčenie v najviac natiahnutých oblastiach zostáva v rámci povolených limitov v celom rozsahu výrobných variácií – rozptyl vlastností materiálu, tolerancia hrúbky polotovaru, variácie podmienok mazania – a nie len v nominálnom konštrukčnom bode, ktorý predstavuje fyzická skúška.
Vzájomné porovnanie: Tradičný vs. vývoj lisovacích razníc s optimalizovanou simuláciou
Praktické rozdiely medzi týmito dvoma prístupmi sú najlepšie pochopiteľné v kľúčových dimenziách, ktoré riadia náklady na program lisovnice, načasovanie a výsledky kvality:
| Rozvojová dimenzia | Tradičný prístup | Prístup optimalizovaný pre simuláciu |
| Načasovanie detekcie defektu | Fyzická skúška, následné obrábanie | Virtuálna analýza, predbežné obrábanie |
| Optimalizácia sily držiaka polotovaru | Empirická úprava podložky | Parametrické zametanie FEA |
| Možnosť použitia materiálu hliník/EV | Nespoľahlivé nad pomerom ťahu 2,0:1 | Overené pre pomery presahujúce 2,5:1 |
| Springback manažment | Kompenzačné škrty metódou pokus-omyl | Predpovedané a vopred kompenzované v CAD |
| Dosiahnutie tolerancie (±0,02 mm) | Vyžaduje sa viacero opakovaní skúšky | Schopnosť prvého zásahu výrazne vyššia |
| Riziko načasovania programu | Vysoké, nepredvídateľné skúšobné iterácie | Znížené, hlavné problémy vyriešené virtuálne |
Integrácia inteligentného monitorovania a úloha modulárnych štruktúr matrice
Optimalizácia simulácie nekončí, keď je návrh formy dokončený a opracovaný. Moderné lisovacie lisy pre automobilový priemysel čoraz viac integrujú inteligentné monitorovacie systémy – senzory v matrici merajúce rozloženie sily držiaka polotovaru, senzory akustickej emisie detegujúce iniciáciu trhlín a systémy videnia kontrolujúce geometriu dielu pri rýchlosti lisovania – ktoré poskytujú spätnú väzbu v reálnom čase počas výroby. Táto monitorovacia infraštruktúra umožňuje procesným inžinierom zistiť odchýlku od optimalizovaných podmienok tvarovania, ktoré simulácia stanovila ako stabilné prevádzkové okno, čím sa spustí nápravná akcia skôr, ako sa zvýši miera defektov, než keď sa nahromadí šrot.
Modulárne štruktúry lisovníc ďalej rozširujú hodnotu optimalizácie simulácie tým, že umožňujú nezávislú výmenu jednotlivých komponentov lisovnice – vložky na miestach kritických opotrebenie, segmenty ťažnej pätky, časti držiaka polotovaru – keď opotrebovanie zhorší ich geometriu pod toleranciu potrebnú na udržanie optimalizovaného stavu tvarovania. Namiesto vyradenia celej sady lisovníc, keď sa jedna oblasť blíži k opotrebovaniu, modulárna konštrukcia umožňuje cielenú výmenu dotknutých komponentov, pričom zachováva investície do zostávajúcej štruktúry lisovnice a zachováva kvalitu povrchovej úpravy – Ra ≤ 0,05 μm v kritických formovacích zónach – od ktorej závisí proces optimalizovaný pre simuláciu pre konzistentné podmienky trenia a kvalitu dielov.
Praktická príručka pre inžinierske tímy pri hodnotení prechodu
Inžinierske tímy, ktoré zvažujú prechod od tradičného vývoja k vývoju automobilových lisovacích foriem s optimalizovanou simuláciou, by mali posúdiť svoj súčasný proces podľa niekoľkých praktických kritérií. Dôvod pre investíciu do simulácie je najsilnejší, keď program obsahuje ktorúkoľvek z nasledujúcich charakteristík, ktoré tradičné empirické metódy zvládajú zle:
- Pokročilé materiály z ocele alebo zliatin hliníka s vysokou pevnosťou, kde sú medzné rezervy tvarovania úzke a variácie vlastností materiálu majú významný vplyv na riziko defektov
- Prievlaky na hlboké ťahanie zamerané na pomery ťahania nad 2,0:1, najmä pre kryty batérií EV a duté konštrukčné komponenty, kde sú prísne špecifikované limity riedenia materiálu
- Panely karosérie s požiadavkami na povrch triedy A, kde sú zvrásnenie alebo chyby povrchovej deformácie kozmeticky neprijateľné a nemožno ich tolerovať ani dočasne počas skúšania
- Programy s komprimovanými časovými plánmi vývoja, kde rozšírené opakovania fyzických testov predstavujú neprijateľné riziko plánu
- Veľkoobjemové výrobné lisovnice, kde sú amortizované náklady na investície do simulácie zanedbateľné v porovnaní so ziskom z efektívnosti výroby zo stabilnejšieho a robustnejšieho procesu tvárnenia
Investície potrebné na implementáciu vývoja automobilových lisovacích lisovníc optimalizovaných pre simuláciu zahŕňajú licencovanie softvéru, testovanie charakterizácie materiálu na vyplnenie presných kariet simulačných materiálov a rozvoj inžinierskych zručností potrebných na interpretáciu výsledkov simulácie a ich premietnutie do realizovateľných rozhodnutí o dizajne lisovníc. Tieto náklady sú skutočné, ale dôsledne sa uhrádzajú prostredníctvom skrátenia času fyzického skúšania, nižšej miery šrotu počas spustenia výroby a eliminácie neskorých úprav lisovníc, ktoré predstavujú jedny z najdrahších zásahov do vývoja automobilového programu. Pre zariadenia vyrábajúce formy pre tradičné panely karosérie aj ľahké komponenty špecifické pre elektromobily nie je schopnosť simulácie budúcim cieľom – je to súčasná konkurenčná požiadavka.

Predchádzajúci príspevok
Aké sú kľúčové rozdiely medzi mikrolisovaním a štandardnými elektronickými časťami?
Ďalší príspevok
Ako zmenia pokročilé vysokopevnostné ocele výrobu automobilových lisovacích dielov?
náš Produkty.
Začnite podnikať s výrobcom OEM práve tu!
Poskytnite globálnym zákazníkom kompletné riešenia na kľúč
cez
inovácie!
RÝCHLE ODKAZY
KONTAKTNÉ INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
Autorské práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všetky práva vyhradené. Vlastná raznica Výrobcovia kovových razníc
