-
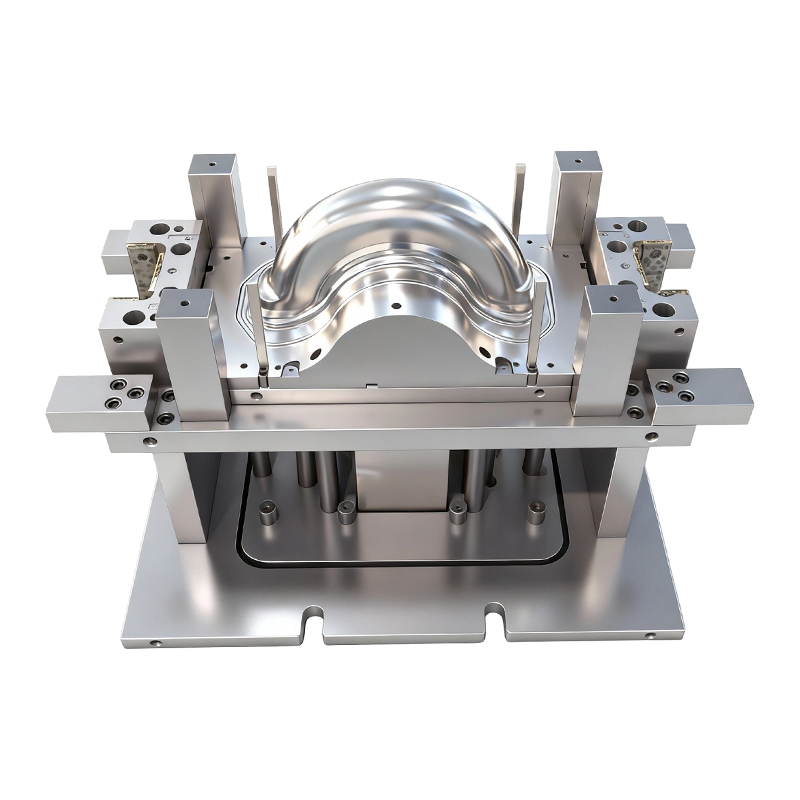
Forma na hlboké ťahanie pre predné a zadné kolesá dvojkolesových elektrických vozidiel
Táto forma na hlboké ťahanie predných a zadných...
-
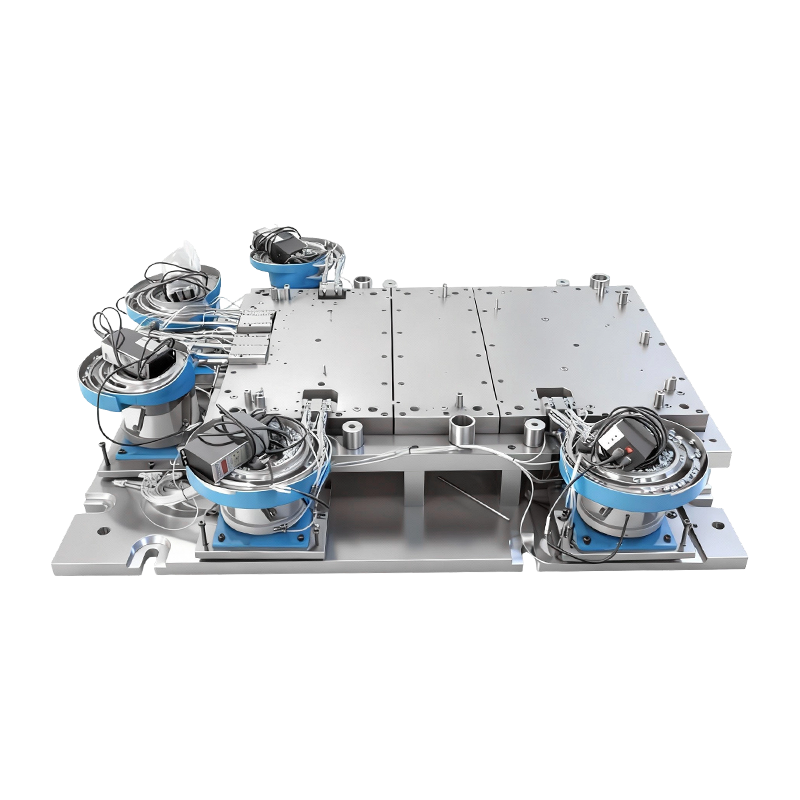
Automatická nitovacia forma pre veľkú základňu počítačového stroja
Táto automatická nitovacia forma pre základňu v...
-
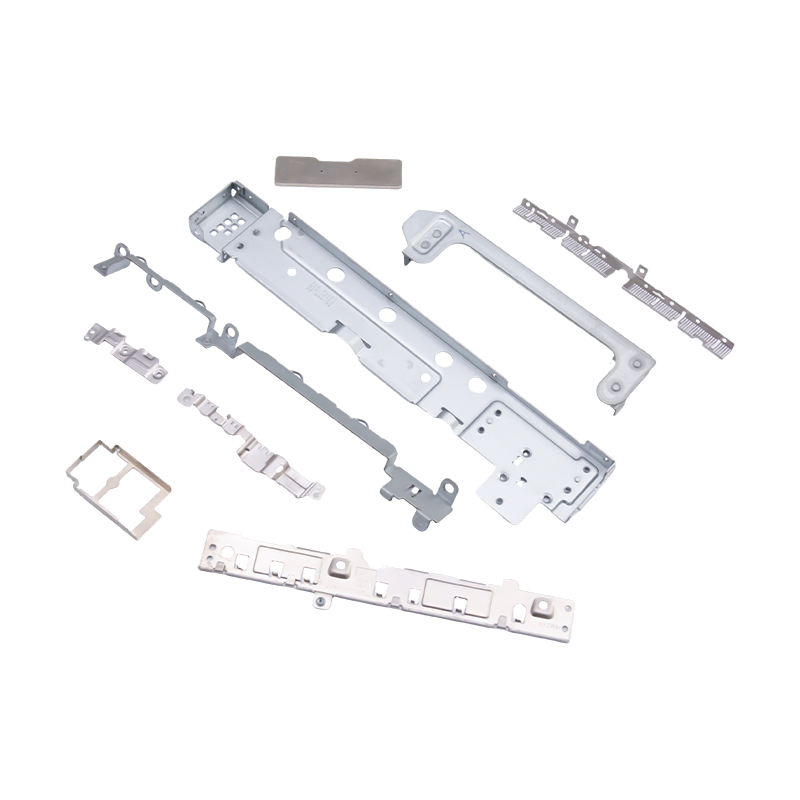
Malé lisované diely pre notebooky a mobilné telefóny
Ako základné interné komponenty pre modernú pre...
-

Lisovacie diely krytu automobilového motora
Lisovacie diely krytu automobilového motora sú ...
-
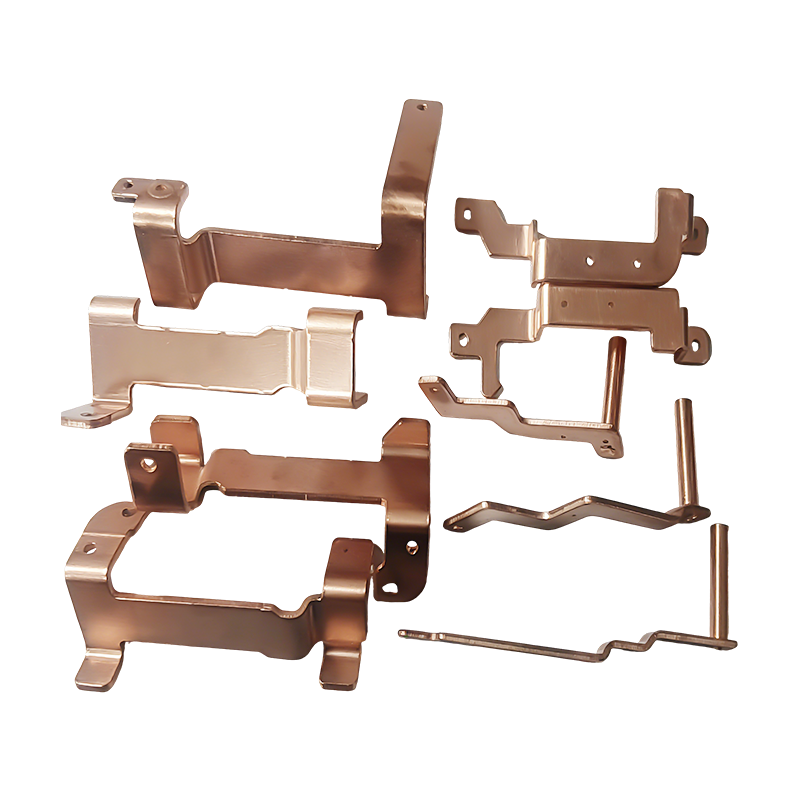
Nové diely na lisovanie medených prípojníc pre energetické vozidlá
Nové medené prípojnicové diely pre energetické ...
-
Progresívne formy pre automobilové diely
Táto kontinuálna forma na kryty automobilových ...
Správy z priemyslu
Domov / Správy / Správy z priemyslu / Aké sú kľúčové rozdiely medzi mikrolisovaním a štandardnými elektronickými časťami?
Aké sú kľúčové rozdiely medzi mikrolisovaním a štandardnými elektronickými časťami?
2026-03-09
Pochopenie elektronických lisovacích dielov a ich úlohy v modernej elektronike
Elektronické lisovacie diely sú presné kovové komponenty vyrábané progresívnym alebo transferovým lisovacím procesom, pri ktorom sa plochý kovový plech alebo zvitok postupne formuje, dieruje, ohýba a tvaruje kalenými lisovacími sadami na výrobu hotových dielov s úzkymi rozmerovými toleranciami. Tieto komponenty tvoria štrukturálny a elektrický základ prakticky každého elektronického zariadenia, ktoré sa dnes vyrába – od spotrebiteľských smartfónov a notebookov až po riadiace moduly pre automobily, lekárske implantáty a priemyselné senzory. Táto kategória zahŕňa obrovskú škálu typov komponentov vrátane svoriek, konektorov, štítov, konzol, kontaktov, olovených rámov, rozdeľovačov tepla a pružinových prvkov, pričom všetky zdieľajú spoločnú vlastnosť, že sú vyrobené z kovového plechu a nie sú vyrobené z pevného materiálu alebo odlievané z roztaveného kovu. V rámci širokého sveta elektronických lisovacích dielov predstavuje rozdiel medzi mikrolisovaním a štandardným lisovaním jednu z prakticky najvýznamnejších deliacich čiar vo výrobnej kapacite, procesných požiadavkách a vhodnosti konečného použitia.
Definovanie štandardných elektronických lisovacích častí: Rozmery a možnosti
Štandardné elektronické lisovacie diely zaberajú široký stred lisovacieho priemyslu a zahŕňajú komponenty s charakteristickými veľkosťami a hrúbkami materiálu, ktoré konvenčné progresívne lisovacie nástroje a štandardné lisovacie lisy dokážu spoľahlivo vyrobiť vo veľkom objeme. Z praktického hľadiska sa štandardné elektronické lisovacie diely zvyčajne vyrábajú z plechu s hrúbkami v rozmedzí od približne 0,15 mm do 3,0 mm, s vyrazenými otvormi, tvarovanými znakmi a polomermi ohybu, ktoré sú dimenzované v desatinách milimetra a nie v mikrónoch. Rozmerové tolerancie štandardných elektronických lisovacích dielov vo všeobecnosti spadajú do rozsahu ±0,05 mm až ±0,1 mm, čo je možné dosiahnuť dobre udržiavanými konvenčnými nástrojmi na lisovacích zariadeniach od 25-tonových stolových jednotiek až po 400-tonové prenosové lisy pre väčšie komponenty.
Sortiment materiálov pre štandardné elektronické lisovacie diely je široký a zahŕňa oceľ valcovanú za studena, nehrdzavejúcu oceľ triedy 301 a 304, zliatiny medi ako mosadz C110, C194 a C260, zliatiny hliníka 1100 a 3003 a niklové striebro. Možnosti povrchovej úpravy vrátane galvanického pokovovania cínom, niklom, striebrom alebo zlatom sa bežne používajú na štandardné elektronické lisovacie časti, aby sa dosiahla kontaktná odolnosť, odolnosť proti korózii a vlastnosti spájkovania požadované pre ich špecifický obvod alebo mechanickú funkciu. Objemy výroby štandardných elektronických lisovacích dielov sa môžu pohybovať od tisícok do stoviek miliónov kusov ročne, pričom progresívne lisovacie nástroje umožňujú frekvenciu cyklu 100 až 800 úderov za minútu v závislosti od zložitosti dielu a veľkosti lisu.
Čo definuje mikropečiatkovanie a kde sa líši od štandardnej praxe
Mikrolisovanie vstupuje na scénu, keď rozmerové požiadavky elektronických lisovacích dielov prekračujú to, čo môžu spoľahlivo poskytnúť štandardné nástroje a riadenie procesov. Hoci neexistuje žiadna všeobecne dohodnutá prahová hodnota, mikrorazenie sa vo všeobecnosti chápe tak, že začína, keď hrúbka materiálu klesne pod 0,1 mm, keď sa veľkosti dierovaných prvkov priblížia alebo prekročia pomer 1:1 s hrúbkou materiálu (čo znamená, že priemery otvorov sú rovnaké alebo menšie ako hrúbka dierovaného plechu), alebo keď sa celkové rozmery dielu merajú v jednociferných milimetroch s toleranciami v mm utiahnutými na 0 ± 0,00 mm. V tomto meradle si fyzikálne zákony, ktorými sa riadi deformácia kovu, opotrebovanie nástroja a dynamika lisu, vyžadujú zásadne odlišné prístupy k návrhu lisovnice, výberu lisu, riadenia procesu a kontroly kvality v porovnaní so štandardnou výrobou elektronických lisovacích dielov.
Neúnavná snaha elektronického priemyslu smerom k miniaturizácii je hlavnou silou rozširovania trhu s mikrolisovanými elektronickými lisovanými dielmi. Konektory pre smartfóny, komponenty načúvacích prístrojov, nositeľné kryty senzorov, kontakty elektród kardiostimulátora, obal zariadenia MEMS a rámy elektród IC s jemným rozstupom vyžadujú mikro-lisované prvky, ktoré sa jednoducho nedajú vyrobiť podľa špecifikácií konvenčnými postupmi lisovania. Priepasť medzi tým, čo môže dosiahnuť štandardné a mikrorazenie, sa zväčšila, pretože sa zrýchlila miniaturizácia zariadení, čím sa rozdiel medzi týmito dvoma kategóriami stal komerčne a technicky významnejším.
Dizajn nástrojov a konštrukcia lisovníc: kde sú rozdiely najvýraznejšie
Lisovacie nástroje používané na výrobu mikrolisovaných elektronických lisovacích dielov sa líšia od štandardných nástrojov takmer v každom aspekte svojho dizajnu, špecifikácie materiálu a výrobného procesu. Štandardné progresívne lisovnice pre elektronické lisovacie diely sú vyrobené z nástrojových ocelí ako D2, M2 alebo DC53, s vôľou razidla a lisovnice zvyčajne nastavenou na 5–10 % hrúbky materiálu na každej strane. Pri štandardných rozmeroch sú tieto vôle dosiahnuteľné s konvenčným CNC brúsnym a EDM zariadením na rezanie drôtom a výsledné nástroje dokážu vyrobiť milióny dielov pred tým, než si vyžadujú renováciu.
Mikrolisovacie lisovnice pre miniatúrne elektronické lisovacie diely vyžadujú vôle merané v jednociferných mikrónoch – niekedy len 1–3 mikróny na stranu pre najjemnejšie vlastnosti – náročné komponenty lisovnice vyrábané na ultra presných brúskach a profilových EDM zariadeniach schopných udržať tolerancie ± 0,001 mm alebo lepšie. Priemer dierovača pre mikrolisované prvky môže byť len 0,05 mm, pri tejto mierke je razník mechanicky krehký a náchylný na vychýlenie v dôsledku bočných síl vznikajúcich počas dierovania. Konštruktéri lisovníc to kompenzujú usporiadaním vodiacich puzdier, ktoré podopierajú lisovník blízko reznej plochy, zníženými vstupnými dĺžkami lisovníc, ktoré minimalizujú nepodporovanú dĺžku lisovníka, a riadeným vyrovnaním lisovníka a lisovníka dosiahnutým pomocou presných pozemných vodiacich stĺpikov a puzdier s vôľami na úrovni mikrónov.
Karbidové nástroje – konkrétne triedy karbidu volfrámu vybrané pre ich kombináciu tvrdosti, húževnatosti a pevnosti v tlaku – sú v podstate povinné pre výrobu mikrolisovaných elektronických lisovacích dielov. Rýchlosť opotrebovania nástrojovej ocele pri rozmeroch razníka v mikromerítku by spôsobila, že nástroje by boli ekonomicky neživotaschopné v rámci krátkej výrobnej série. Karbidové matrice, hoci sú podstatne drahšie na výrobu ako ekvivalenty nástrojovej ocele, poskytujú odolnosť proti opotrebeniu a rozmerovú stabilitu potrebnú na udržanie veľkosti prvkov a kvality hrany pri miliónoch zdvihov potrebných na nákladovo efektívnu výrobu mikrolisovaných elektronických lisovacích dielov.
Požiadavky na lisovacie zariadenie a riadenie procesov
Lisovacie zariadenie používané na mikrolisované elektronické lisovacie diely sa podstatne líši od štandardných špecifikácií lisovacieho lisu. Štandardná výroba elektronických lisovacích dielov toleruje určitý stupeň vychýlenia rámu lisu, kolísanie rovnobežnosti posúvača a dynamické vibrácie, ktoré by boli v mikromeradle katastrofické. Mikrolisovacie lisy sú skonštruované tak, aby spĺňali podstatne prísnejšie špecifikácie klzného vedenia – zvyčajne rovnobežnosť 0,003 mm alebo lepšiu – s použitím hydrostatických alebo presných klzných vedení s valčekovými ložiskami, ktoré udržujú konzistentnú uzatváraciu výšku bez ohľadu na excentrické zaťaženie z asymetrických geometrií dielov.
Servopoháňané mikrolisovacie lisy ponúkajú osobitné výhody pre presnú výrobu elektronických lisovacích dielov v mikromeradle. Schopnosť naprogramovať ľubovoľné profily posuvného pohybu – pomalý prístup ku kontaktu pre jemné funkcie, rýchly návrat pre optimalizáciu doby cyklu, riadené zotrvanie v dolnej úvrati pre operácie razenia – poskytuje úroveň flexibility procesu, ktorej sa mechanické lisy poháňané kľukou nedokážu vyrovnať. Servolisy tiež eliminujú energetické špičky spojené s mechanickými lismi poháňanými zotrvačníkom, čím sa znižujú vibrácie prenášané na matricu a zlepšuje sa rozmerová konzistencia pri dlhých výrobných sériách mikrolisovaných elektronických lisovacích dielov.
Porovnanie kľúčových charakteristík vedľa seba
Nižšie uvedená tabuľka poskytuje štruktúrované porovnanie základných rozdielov medzi mikrolisovaním a štandardnými procesmi pre elektronické lisovacie diely v rozmeroch, ktoré sú najdôležitejšie pre dizajnérov a špecialistov na obstarávanie:
| Charakteristický | Štandardné elektronické lisovacie diely | Mikrolisované elektronické lisovacie diely |
| Rozsah hrúbky materiálu | 0,15 mm – 3,0 mm | 0,01 mm – 0,1 mm |
| Rozmerová tolerancia | ±0,05 mm – ±0,1 mm | ±0,005 mm – ±0,02 mm |
| Vôľa matrice na každej strane | 5-10% hrúbky materiálu | 1-3 mikróny absolútne |
| Nástrojový materiál | Nástrojová oceľ (D2, M2, DC53) | Karbid volfrámu |
| Stlačte typ | Mechanické / hydraulické | Presné servo/hydrostatické vedenie |
| Typická rýchlosť zdvihu | 100 – 800 spm | 200 – 1 500 spm (optimalizované servomotorom) |
| Spôsob kontroly | CMM, optický komparátor | Systémy videnia, SEM, konfokálna mikroskopia |
| Náklady na nástroje | Mierne | Vysoká až veľmi vysoká |
Rozdiely vo výbere materiálu pre elektronické lisovacie diely v mikroúrovni
Výber materiálu pre mikrolisované elektronické lisovacie diely zahŕňa ďalšie obmedzenia okrem tých, ktoré platia pre štandardné komponenty. Pri hrúbkach pod 0,1 mm sa mikroštruktúra kovu stáva priamo relevantnou pre správanie pri razení – veľkosť zŕn v pomere k hrúbke materiálu môže spôsobiť nekonzistentnú deformáciu, tvorbu otrepov a zmeny kvality hrán, ktoré by boli pri štandardných hrúbkach zanedbateľné. Aplikácie mikrolisovania zvyčajne špecifikujú materiály s riadenou štruktúrou zŕn, často označované špecifikáciami ASTM alebo JIS pre jemné zrno, aby sa zabezpečil konzistentný tok kovu a kvalita reznej hrany počas lisovacej operácie.
Zliatiny medi zostávajú najbežnejšími vodivými materiálmi pre mikrolisované elektronické lisovacie diely, najmä triedy C194 (meď-železo-fosfor) a C7025 (meď-nikel-kremík), ktoré ponúkajú dobrú elektrickú vodivosť kombinovanú s pružinovými charakteristikami a tvarovateľnosťou potrebnou pre miniatúrne kontaktné a koncové aplikácie. Zliatiny berýliovej medi, najmä C17200 v stave žíhanom v roztoku, sú špecifikované pre mikrolisované pružinové kontakty, kde sa vyžaduje maximálna elastická deformácia pri zaťažení, hoci ich spracovanie si vyžaduje starostlivú pozornosť k zdravotným a bezpečnostným kontrolám počas lisovacích a dokončovacích operácií.
Výzvy v oblasti kontroly a merania kvality v mikrorozsahu
Overenie rozmerovej zhody mikrolisovaných elektronických lisovacích dielov si vyžaduje kontrolné vybavenie a metodiku, ktorá výrazne presahuje štandardné súradnicové meracie stroje a optické komparátory vo väčšine laboratórií kvality lisovania. Veľkosti prvkov merané v desiatkach mikrónov vyžadujú bezkontaktné optické meracie systémy – typicky automatizované systémy videnia s objektívmi s rozlíšením submikrónovým rozlíšením a telecentrickou optikou – schopné merať stovky prvkov na diel v priebehu niekoľkých sekúnd pri rýchlostiach výrobnej linky. Pre najkritickejšie rozmery poskytuje skenovacia elektrónová mikroskopia (SEM) rozlíšenie potrebné na charakterizáciu kvality hrán, výšky otrepov a stavu povrchu na takej úrovni detailov, ktorá je nedosiahnuteľná svetelnou optikou.
Štatistické riadenie procesu pre mikrolisované elektronické lisovacie diely musí byť implementované na úrovni prísnosti, ktorá presahuje typické SPC programy používané na štandardnú výrobu elektronických lisovacích dielov. Opotrebenie lisovnice v mikromerítku spôsobuje rozmerový drift, ktorý môže prekročiť hranice tolerancie v rámci jednej výrobnej zmeny, a nie počas viacdenných výrobných sérií typických pre štandardné nástroje. SPC v reálnom čase s automatizovanou spätnou väzbou na parametre lisu – nastavenie výšky zatvorenia, postupu podávania a dodávania mazania v reakcii na namerané rozmerové trendy – je čoraz štandardnejšou praxou pri vedúcich operáciách mikrolisovania v sektore presnej elektroniky.
Výber medzi mikro a štandardnými elektronickými lisovacími dielmi pre vašu aplikáciu
Rozhodnutie medzi špecifikovaním mikrolisovaných alebo štandardných elektronických lisovaných dielov by sa malo riadiť skôr objektívnymi funkčnými požiadavkami než predpokladom, že prísnejšie tolerancie vždy produkujú lepšie produkty. Štandardné elektronické lisovacie diely sú vhodné vždy, keď je možné splniť rozmerové, elektrické a mechanické požiadavky aplikácie v rámci možností konvenčného lisovania – a vo väčšine aplikácií elektronickej montáže áno. Výrazne nižšie náklady na nástroje, širšia základňa dodávateľov a priamočiarejšie riadenie kvality spojené so štandardnými elektronickými lisovacími dielmi predstavujú skutočné výhody, ktoré by sa nemali vzdať bez jasného funkčného odôvodnenia.
Mikrolisovanie by sa malo špecifikovať, keď je miniaturizácia skutočným hnacím motorom dizajnu – keď zmenšené rozmery komponentov umožňujú zmysluplné vylepšenia výkonu zariadenia, hustoty integrácie alebo skúseností koncového používateľa, ktoré odôvodňujú vyššie investície do nástrojov a zložitejšie riadenie dodávateľského reťazca. Aplikácie vrátane ultraminiatúrnych konektorov pre implantovateľné medicínske zariadenia, submilimetrových pružinových kontaktov pre nositeľné senzory, rámčekov s jemným rozstupom pre pokročilé IC súpravy a presné tieniace komponenty pre moduly citlivé na RF, to všetko predstavuje prípady, kde možnosti mikrolisovaných elektronických lisovacích dielov poskytujú funkčnú hodnotu, ktorú nemožno replikovať v štandardnom meradle.

Predchádzajúci príspevok
Kovové lisovacie diely pre automobilový priemysel a domáce spotrebiče: procesy, materiály a normy kvality
Ďalší príspevok
Aký je rozdiel medzi tradičnými a simulačne optimalizovanými lisovacími nástrojmi pre automobily?
náš Produkty.
Začnite podnikať s výrobcom OEM práve tu!
Poskytnite globálnym zákazníkom kompletné riešenia na kľúč
cez
inovácie!
RÝCHLE ODKAZY
KONTAKTNÉ INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
Autorské práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všetky práva vyhradené. Vlastná raznica Výrobcovia kovových razníc
