-
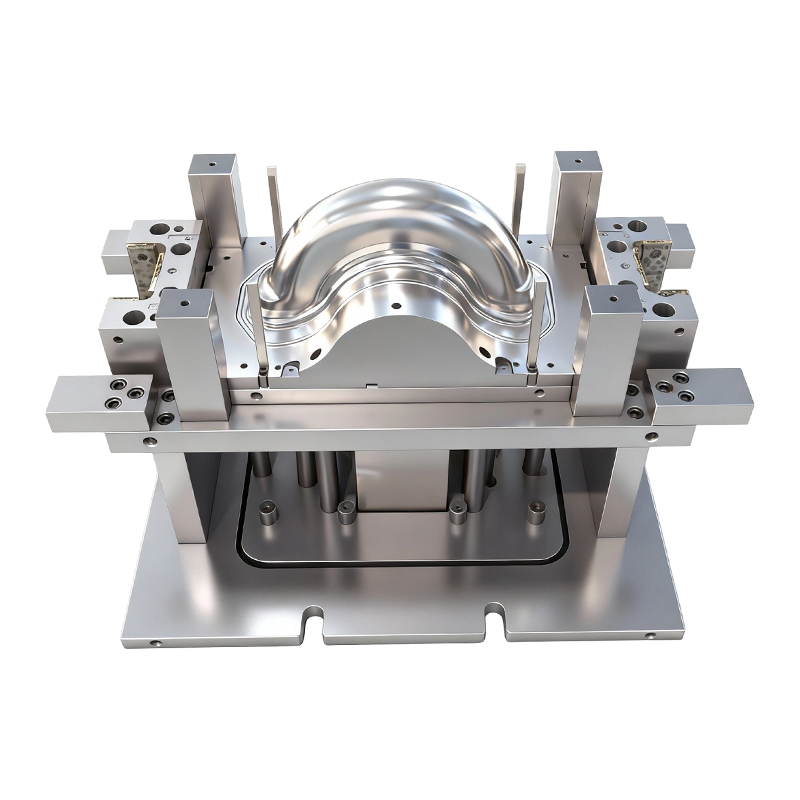
Forma na hlboké ťahanie pre predné a zadné kolesá dvojkolesových elektrických vozidiel
Táto forma na hlboké ťahanie predných a zadných...
-
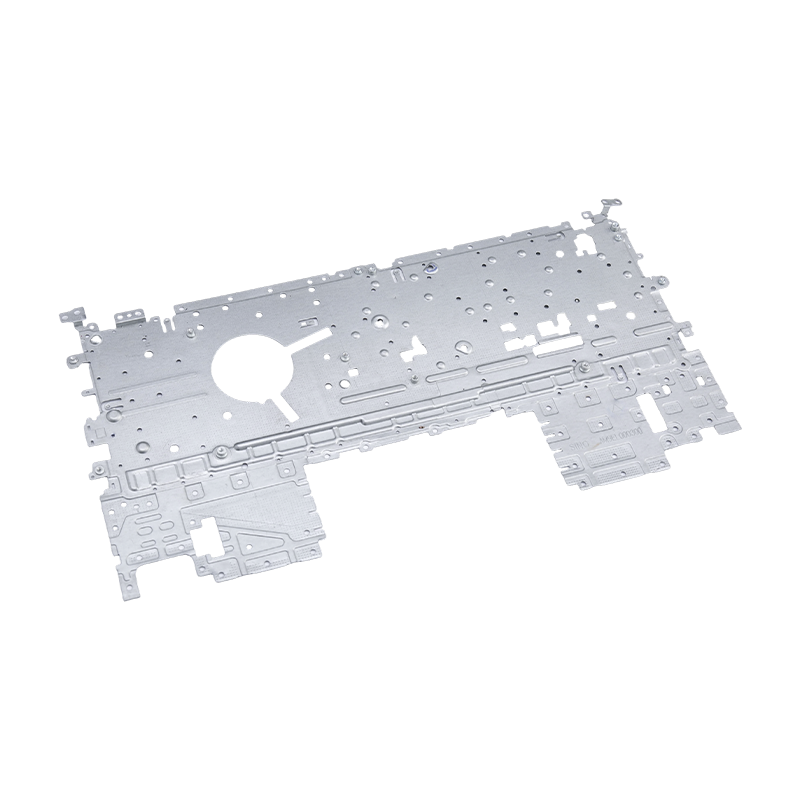
Diely na lisovanie notebookov
Naše lisovacie diely pre notebooky sú precízne ...
-
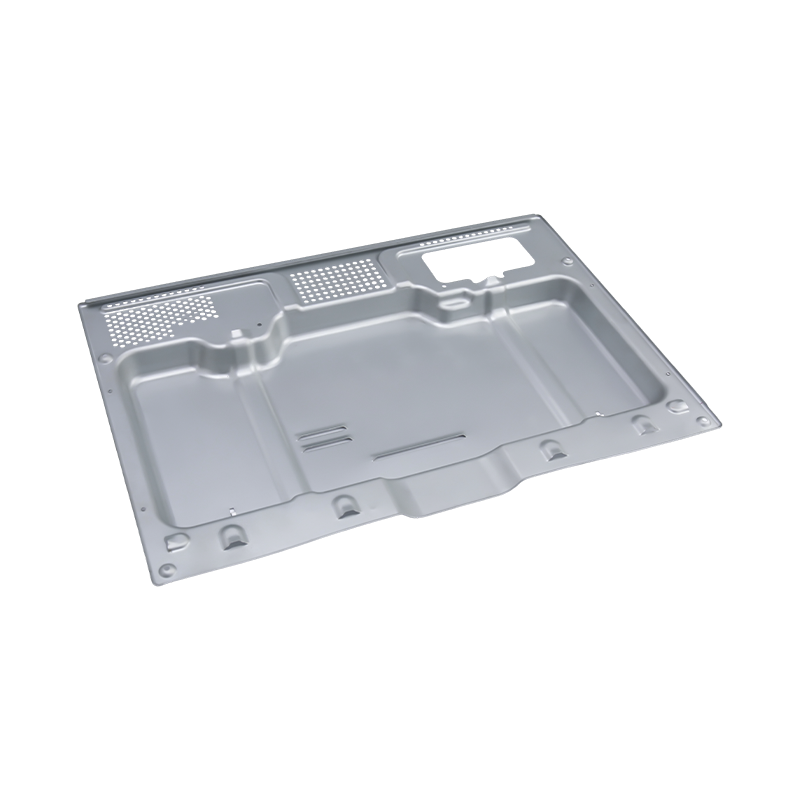
Špičkové diely na lisovanie pecí
Naše špičkové diely na lisovanie pecí sú precíz...
-

Diely na lisovanie konca plynovej nádrže
Časti na lisovanie koncov plynových nádrží sú h...
-
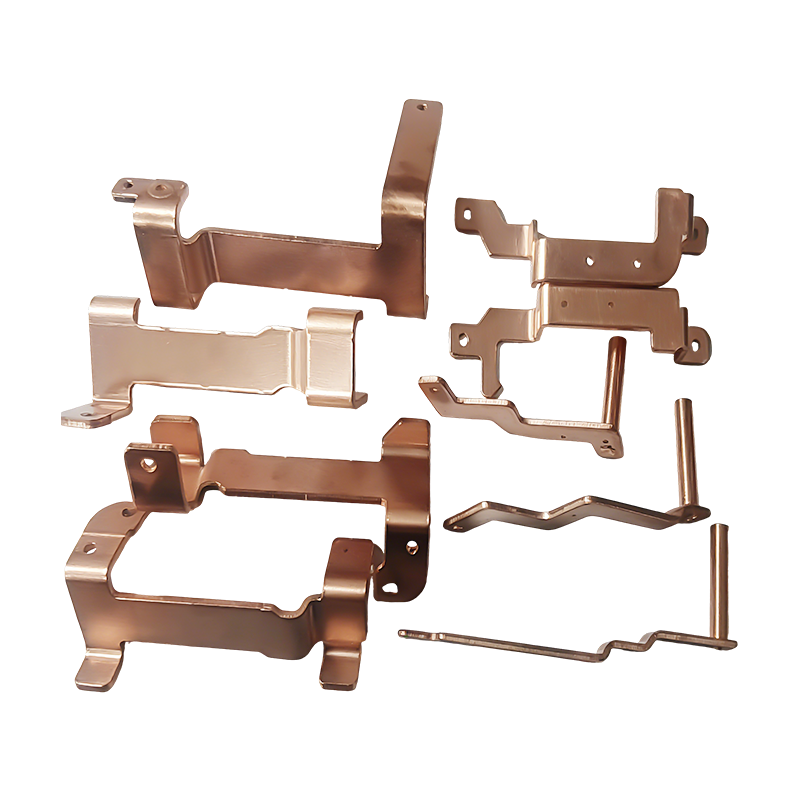
Nové diely na lisovanie medených prípojníc pre energetické vozidlá
Nové medené prípojnicové diely pre energetické ...
Správy z priemyslu
Domov / Správy / Správy z priemyslu / Dizajn matrice na hlboké ťahanie: Dierovač, matrica, vôľa a viacstupňová redukcia
Dizajn matrice na hlboké ťahanie: Dierovač, matrica, vôľa a viacstupňová redukcia
2026-05-20
Plech, ktorý vstupuje do matrice ako plochý polotovar a vystupuje ako bezšvíkový dutý komponent – táto transformácia úplne závisí od toho, ako dobre je matrica navrhnutá. Návrh nástroja na hlboké ťahanie nie je jediným rozhodnutím, ale reťazcom technických možností, z ktorých každý buď otvára alebo zatvára okno, v ktorom môže dôjsť k úspešnému tvarovaniu. Zle špecifikovaný polomer dierovača, poddimenzovaný držiak polotovaru alebo nesprávne vypočítaná vôľa môžu toto okienko úplne zbaliť a spôsobiť prasknutý alebo zvrásnený odpad pri veľkom objeme. Nasledujúce časti prechádzajú všetkými hlavnými premennými dizajnu a vysvetľujú, čo každá z nich ovláda.
Čo v skutočnosti riadi dizajn nástroja na hlboké kreslenie
Sada nástrojov na hlboké ťahanie má tri hlavné prvky: razidlo, matricu a držiak polotovaru. Razidlo tlačí plochý polotovar do dutiny matrice. Prema definuje vonkajšiu geometriu hotového dielu. Držiak polotovaru tlačí na prírubu polotovaru, aby sa regulovalo, koľko materiálu sa privádza do dutiny počas zdvihu.
Každý člen musí byť navrhnutý vo vzťahu k ostatným. Priemer razníka určuje vnútorný priemer ťahaného pohára; priemer matrice je väčší o veľkosť pracovnej vôle. Držiak polotovaru sedí medzi nimi a udržiava kontaktný tlak na prírubu počas celého zdvihu. Keď sú vzťahy medzi týmito tromi zložkami správne, kov tečie dovnútra a nadol bez toho, aby sa zvrásnil na prírube alebo sa zlomil na výstupku razidla. Keď je akýkoľvek vzťah nesprávny, okamžite sa objaví jeden z týchto dvoch spôsobov zlyhania.
Pre veľkoobjemovú výrobu, súpravy hlbokoťažných matric pre automobilový priemysel pridať ďalšie požiadavky: dlhšiu životnosť nástroja, tesnú konzistenciu medzi dielmi a kompatibilitu s automatizovanými systémami prenosu. Tieto požiadavky zintenzívňujú dôležitosť každého konštrukčného rozhodnutia opísaného nižšie.
Geometria razenia a lisovania: Odkiaľ pochádza tvar dielu
Polomer dierovacej hlavy a polomer vstupu matrice sú dva najdôslednejšie geometrické parametre pri konštrukcii matrice na hlboké ťahanie. Obidve kontrolujú, ako sa kov ohýba pri prechode z plochého polotovaru do ťahanej steny.
Polomer dierovacieho nosa je typicky nastavená na štvornásobok až osemnásobok hrúbky materiálu pre štandardné ocele. Príliš malý polomer koncentruje ťahové napätie v ohybe, čo podporuje stenčenie a prípadný zlom. Príliš veľký polomer umožňuje, aby sa kov vychýlil predtým, ako je zachytený stenou matrice, čím sa vytvorí zvrásnenie steny.
Polomer vstupu matrice — niekedy nazývaný polomer rohu matrice — určuje odpor, s ktorým sa polotovar stretáva pri ťahaní cez okraj matrice. Dobre vyleštený polomer lisovnice primeranej veľkosti znižuje trenie a umožňuje hladké prúdenie materiálu do dutiny. Štandardná prax nastavuje tento polomer na štvornásobok až desaťnásobok hrúbky materiálu v závislosti od pomeru ťahania a ťažnosti materiálu. Poddimenzované polomery zvyšujú riziko roztrhnutia; príliš veľké polomery v tenkých materiáloch vytvárajú nepodporované rozpätia, ktoré sa rúcajú do vrások.
Pri dieloch so štvorcovým alebo obdĺžnikovým prierezom si polomery rohov vyžadujú individuálnu pozornosť. Rohy sústreďujú tlakové napätie počas tvárnenia a veľké polomery rohov – zvyčajne väčšie ako u ekvivalentných okrúhlych dielov – umožňujú hlbšie ťahanie v jednej operácii bez zvrásnenia rohov.
Pracovná vzdialenosť medzi razníkom a matricou
Vôľa je radiálna medzera medzi razníkom a stenou matrice. Počas ťahania musí kov prejsť cez túto medzeru a zvyčajne mierne zhrubne, keď prúdi dovnútra. Vôľa sa musí prispôsobiť tomuto zhrubnutiu bez toho, aby sa kov stlačil tak pevne, že trenie stúplo na deštruktívnu úroveň, a bez toho, aby zostalo toľko miesta, aby sa kov bočne vylomil do vrások steny.
Pre väčšinu nízkouhlíkových ocelí je akceptovaným východiskovým rozsahom pracovná vôľa 1,07 až 1,15 násobku hrúbky materiálu na stranu. Tvrdšie alebo hrubšie materiály môžu vyžadovať vôľu na hornom konci tohto rozsahu. Tenšie materiály a užšie tolerancie hrúbky steny posúvajú dizajn smerom k spodnému koncu. Progresívne matricové systémy pre viacpolohové automobilové progresívne hlbokoťažné matrice aplikujte rovnakú logiku na každej následnej stanici, pričom vôľa sa typicky uťahuje, keď sa priemer misky zmenšuje a rovnomernosť steny sa stáva kritickejšou.
Výber materiálu a jeho vplyv na dizajn matrice
Konštruktér matrice si nemôže vybrať materiál dielu, ale vlastnosti materiálu určujú, ktoré konštrukčné parametre sú realizovateľné. Dôležité sú najmä dve vlastnosti plechu: exponent deformačného spevnenia (hodnota n) a pomer plastickej deformácie (hodnota r, nazývaná aj Lankfordov koeficient).
Vysoká hodnota n znamená, že materiál rýchlo stvrdne, keď sa natiahne, čím sa deformácia rozdelí rovnomernejšie po celom polotovare. To umožňuje agresívnejšie ťahové pomery pred zlomom. Vysoká hodnota r znamená, že materiál odoláva stenčovaniu v smere cez hrúbku a tečie prednostne v rovine plechu – presne to, čo hlboké ťahanie vyžaduje. Materiály s vysokými hodnotami r môžu byť ťahané do väčších pomerov hĺbky k priemeru skôr, ako sa dosiahne medza lomu dierovača.
V praxi to znamená, že oceľ bez intersticiálnych otvorov (IF) s hodnotami r nad 1,8 umožňuje navrhovanie zápustiek s hlbšími hĺbkami jedného ťahu a väčším pomerom priemeru polotovaru k priemeru razníka ako konvenčná nízkouhlíková oceľ s hodnotami r blízkymi 1,0. Zliatiny hliníka majú vo všeobecnosti hodnoty r nižšie ako 1,0, čo znamená, že konštrukcie lisovníc pre hliník sa musia viac spoliehať na viacstupňové znižovanie ťahu a starostlivejšiu kontrolu držiaka polotovaru, aby sa dosiahla rovnaká hĺbka misky. Rovnaké zásady platia aj pri projektovaní presné komponenty na lisovanie automobilov kde úzke rozmerové tolerancie sú výzvou pre variabilitu materiálov.
Viacstupňová redukcia ťahu: Keď jedna operácia nestačí
Keď požadovaný pomer hĺbky k priemeru hotového dielu presahuje to, čo sa dá bezpečne dosiahnuť jedným ťahaním – zvyčajne pomer ťahania nad 2,0 až 2,2 pre väčšinu ocelí – návrh musí zahŕňať viacero fáz ťahania. Každý stupeň zmenšuje priemer pohára a zároveň zväčšuje jeho výšku a každý stupeň má svoj vlastný razník, matricu a držiak polotovaru.
Prvým ťahom sa plochý polotovar dostane do maximálneho pomeru ťahania, ktorý materiál umožňuje. Následné pretiahnutie pôsobí na už vytvorenú misku a môže dosiahnuť pomery pretiahnutia 1,2 až 1,4 na stupeň, pretože kov na prírube je už čiastočne mechanicky vytvrdený a nesie menšie riziko vážneho zvrásnenia. Žíhanie medzi fázami môže byť potrebné pre materiály, ktoré rýchlo vytvrdzujú opracovaním, aby sa obnovila ťažnosť pred ďalšou redukciou.
| Fáza kreslenia | Typický maximálny pomer čerpania | Poznámky |
|---|---|---|
| Prvé žrebovanie | 1,8 – 2,2 | Závisí od hodnoty r a hrúbky polotovaru |
| Druhé žrebovanie (prekreslenie) | 1,2 – 1,4 | Nižšie riziko vďaka predchádzajúcemu vytvrdzovaniu |
| Tretie žrebovanie a ďalšie | 1,1 – 1,3 | Medzi fázami môže byť potrebné žíhanie |
Viacstupňové návrhy zvyšujú náklady na nástroje a čas lisovania, ale často sú jedinou cestou k požadovanej geometrii dielu. Ekonomické porovnanie medzi jednostupňovým a viacstupňovým prístupom je úzko späté s objemom výroby – faktor, ktorý je podrobnejšie preskúmaný v článku o rozdiely v nákladoch medzi výrobkami na lisovanie kovov a hlbokoťažné diely .

Tlak na kreslenie guľôčok a spojiva: Jemné doladenie toku materiálu
Výťahové guľôčky sú vyvýšené hrebene opracované do povrchu viazača (prírezu). Keď po nich blank počas ťahu kĺže, spôsobujú ohybovú a neohybovú deformáciu, ktorá vytvára dodatočný odpor toku materiálu. Zmenou výšky, šírky a polohy ťažných guľôčok po obvode polotovaru môže dizajnér matrice kontrolovať, koľko materiálu vstúpi do dutiny matrice v každom bode – presmerovaním toku preč z oblastí náchylných na roztrhnutie a do oblastí, ktoré by sa inak mohli zvrásniť.
Umiestnenie nákružku je obzvlášť dôležité pre neosovo symetrické diely, ako sú panely karosérie automobilov, kde rôzne časti obvodu polotovaru potrebujú veľmi rozdielny prietokový odpor. Diely s veľkými rovnými plochami obklopenými hlbokými ťahmi často vyžadujú ťahané guľôčky, aby sa zabránilo vzniku deformácií povrchu pod spojivom v plochých oblastiach.
Stlačenie spojiva dopĺňa dizajn ťahanej guľôčky. Spojivo musí vyvinúť dostatočnú silu, aby sa zabránilo vybočeniu príruby do vrások, ale nie natoľko, aby blokovalo tok materiálu do dutiny - čo by zvýšilo ťahové napätie v stene pohára až k prasknutiu. Správny tlak spojiva teda leží v rámci procesného okna, ktorého hranice sú definované medzou zvrásnenia pod a hranicou lomu nad ňou. Ďalší článok v tejto sérii sa zaoberá tým, ako sa pomer ťahania a sila držiaka polotovaru vzájomne ovplyvňujú pri definovaní a ovládaní tohto okna.
Mazanie a povrchová úprava matrice
Trenie na polomere vstupu matrice a rozhraní držiaka polotovaru má priamy vplyv na ťahové napätie prenášané stenou misky. Vyššie trenie znamená vyššie napätie steny – čo posúva proces bližšie k hranici lomu. Efektívne mazanie znižuje toto namáhanie a rozširuje procesné okno.
Povrchová úprava matrice spolupôsobí s mazaním. Leštený polomer lisovnice s drsnosťou povrchu pod Ra 0,4 µm umožňuje mazivu vytvárať konzistentný film, čím sa znižuje variabilita trenia. Drsné alebo poškriabané povrchy zachytávajú mazivo nerovnomerne a vyvolávajú lokalizované koncentrácie napätia, ktoré môžu iniciovať prasknutie pri nižšom než očakávanom namáhaní steny.
Výber maziva závisí od čerpaného materiálu. Nízkouhlíkové ocele tolerujú širokú škálu mazív, od ľahkých olejov na ťahanie až po ťažké EP (extrémne tlakové) zlúčeniny. Zliatiny hliníka vyžadujú mazivá, ktoré nereagujú s kovovým povrchom, pretože reaktívne zlúčeniny môžu spôsobiť odieranie a ryhy na povrchu. Nehrdzavejúce ocele, ktoré sa rýchlo vytvrdzujú, často vyžadujú chlórované mazivá na zvládnutie vysokých tlakov na rozhraní vznikajúcich počas ťahania.
Výber nástrojovej ocele a životnosť matrice
Životnosť matrice pri hlbokom ťahaní je obmedzená abrazívnym opotrebením na polomere vstupu matrice a odieraním na povrchu spojiva. Oba mechanizmy sa zrýchľujú, keď je tlak spojiva vysoký, mazací film sa rozpadá alebo materiál polotovaru obsahuje abrazívne inklúzie.
Medzi štandardné materiály zápustiek pre stredne sériovú výrobu patrí nástrojová oceľ D2 (približne 60–62 HRC po kalení) a DC53, ktorá ponúka lepšiu húževnatosť pri podobnej tvrdosti. Veľkoobjemová automobilová výroba často vyžaduje vložky z karbidu volfrámu na vstupnom polomere matrice, kde je miera opotrebovania najvyššia. Povrchové nátery – nitrid titánu (TiN), karbonitrid titánu (TiCN) alebo uhlík podobný diamantu (DLC) – ďalej predlžujú životnosť znížením koeficientu trenia na rozhraní nástroja a polotovaru.
For vysoko presné súpravy razníc zacielenie na tolerancie automobilových alebo EV komponentov, výber nástrojovej ocele a špecifikácie tepelného spracovania sú rovnako dôležité ako geometrické konštrukčné parametre opísané vyššie. Rozmerovo dokonalá matrica vyrobená z nesprávne tepelne spracovanej ocele zlyhá dlho pred svojou konštrukčnou životnosťou.
Simulácia pred oceľou: Analýza konečných prvkov v dizajne zápustiek
Moderný dizajn lisovnice pre hlboké ťahanie sa vo veľkej miere spolieha na analýzu konečných prvkov (FEA) na predpovedanie výsledkov tvárnenia pred rezaním akéhokoľvek kovu. Simulácie FEA modelujú polotovar ako sieť deformovateľných prvkov, postupne aplikujú ťah razníka a vypočítavajú napätie, napätie a rozloženie hrúbky v každom bode polotovaru počas celého zdvihu.
Výstup dobre kalibrovanej simulácie zahŕňa prekrytie diagramu limitu formovania (FLD), ktorý ukazuje, či sa niektorá oblasť polotovaru blíži k hranici lomu alebo zvrásnenia. Ak simulácia predpovedá zlyhania, konštruktér môže upraviť polomer razidla, polomer lisovnice, tlak spojiva, geometriu ryhy alebo tvar polotovaru – a to skôr v softvéri ako v oceli. Tento proces výrazne skracuje skúšobný čas a znižuje počet fyzických úprav nástroja, ktoré sú potrebné predtým, ako matrica vytvorí prijateľné diely.
Kvalita simulácie závisí od presných údajov materiálovej karty – konkrétne od popisu klznej plochy, r-hodnoty, n-hodnoty a krivky prietokového napätia pre špecifickú materiálovú cievku, ktorá sa má použiť vo výrobe. Všeobecné materiálne údaje vytvárajú hodnoverné, ale nespoľahlivé predpovede; Údaje špecifické pre materiál z testovania v ťahu a testovania FLD vytvárajú predpovede, ktoré sa priamo premietajú do správania lisu.
Zhrnutie: Najdôležitejšie sú premenné dizajnu
Návrh matrice na hlboké ťahanie sa rozkladá na malom počte premenných, z ktorých každá musí byť nastavená v rozsahu, ktorý závisí od ostatných. Polomery razníka a matrice určujú závažnosť ohybu na prechodoch. Pracovná vôľa sa prispôsobuje zhrubnutiu kovu bez vytvárania deštruktívneho trenia. Pomer ťahu nastavuje hornú hranicu deformácie v jednej fáze. Tlak spojiva a ťažné guľôčky riadia tok materiálu po obvode polotovaru. Mazanie a povrchová úprava určujú, koľko povoleného tlaku spojiva skutočne dosiahne polotovar. Výber nástrojovej ocele a povlaku určuje, ako dlho matrica udržiava tieto starostlivo stanovené podmienky.
Žiadna premenná nemôže byť optimalizovaná izolovane. Zmena polomeru vstupu matrice mení optimálny tlak spojiva. Zmena triedy materiálu mení realizovateľný pomer ťahania. Táto vzájomná závislosť je dôvodom, prečo si návrh nástroja na hlboké ťahanie vyžaduje systematický prístup – a prečo jeho správny postup, od simulácie až po vyskúšanie, produkuje diely, ktoré spĺňajú náročné konštrukčné a rozmerové požiadavky pre aplikácie kolies a podvozkov konzistentne počas miliónov výrobných cyklov. $
Predchádzajúci príspevok
Diely na lisovanie automobilových sedadiel: vysoko presná výroba, nosnosť a výber materiálu
Ďalší príspevok
Diely na lisovanie autosedačiek: Sprievodca kvalitou a prispôsobením
náš Produkty.
Začnite podnikať s výrobcom OEM práve tu!
Poskytnite globálnym zákazníkom kompletné riešenia na kľúč
cez
inovácie!
RÝCHLE ODKAZY
KONTAKTNÉ INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
Autorské práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všetky práva vyhradené. Vlastná raznica Výrobcovia kovových razníc
