
-
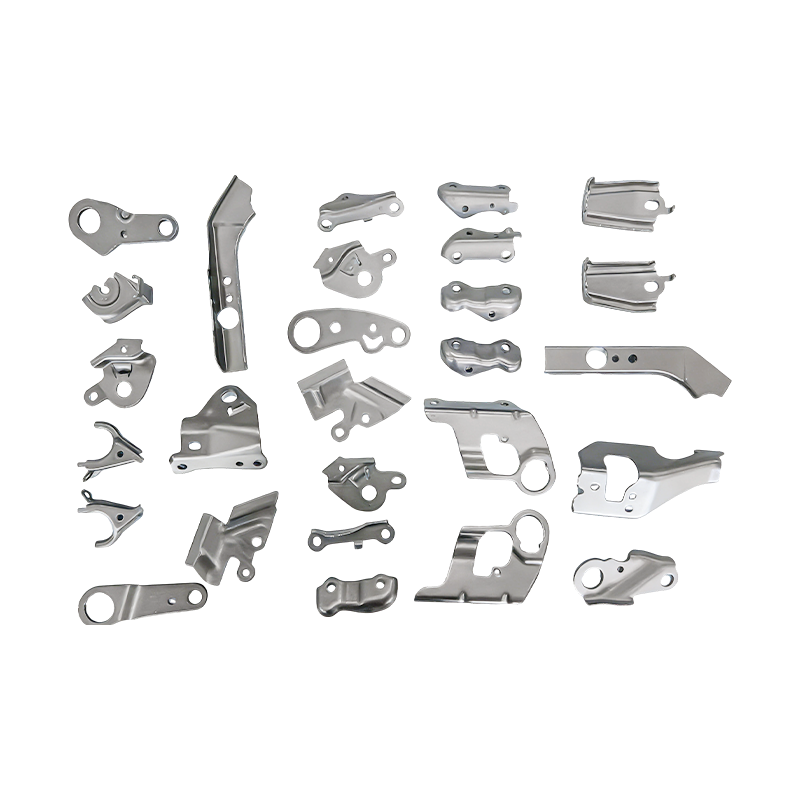
Malé automobilové diely progresívne lisovacie diely
Naše diely na progresívne lisovanie malých auto...
-
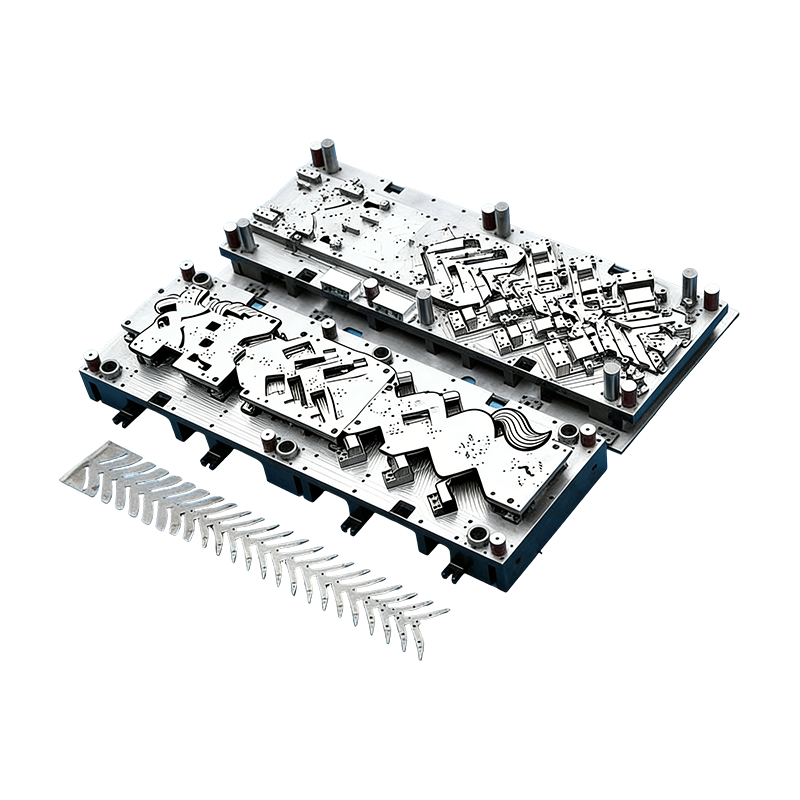
Progresívne formy pre automobilové diely
Táto kontinuálna forma na kryty automobilových ...
-
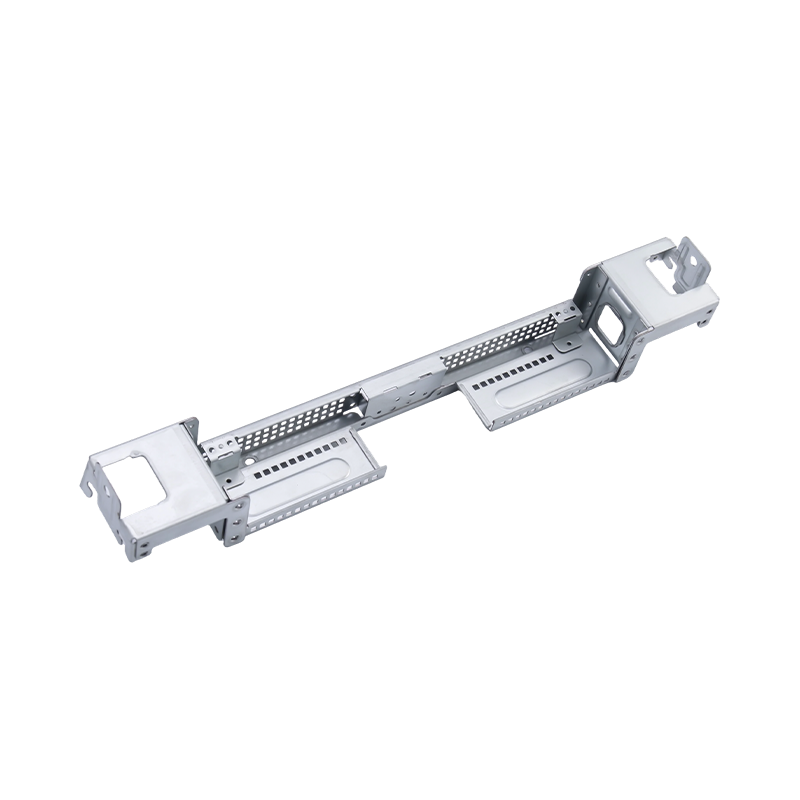
Špičkové veľké počítačové lisovacie diely
Naše špičkové diely na lisovanie veľkých počíta...
-
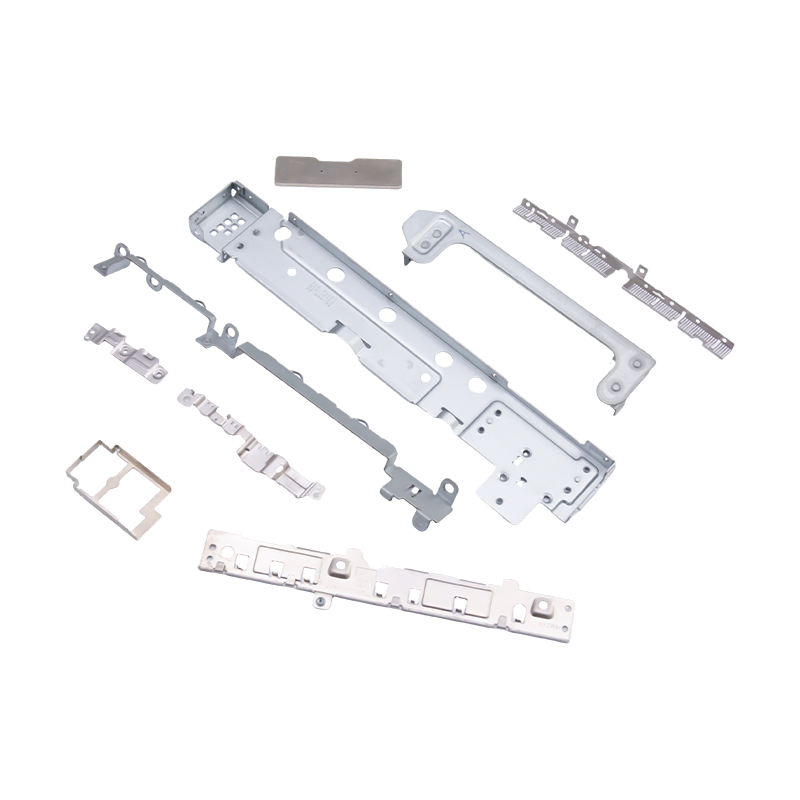
Malé lisované diely pre notebooky a mobilné telefóny
Ako základné interné komponenty pre modernú pre...
-

Lisovacie diely krytu automobilového motora
Lisovacie diely krytu automobilového motora sú ...
-

Lisovacie diely pre ťažké nákladné autá
Naše lisovacie diely pre ťažké nákladné vozidlá...
Správy z priemyslu
Domov / Správy / Správy z priemyslu / Kovové lisovacie diely pre automobilový priemysel a domáce spotrebiče: procesy, materiály a normy kvality
Kovové lisovacie diely pre automobilový priemysel a domáce spotrebiče: procesy, materiály a normy kvality
2026-03-16
Čo je to lisovacia výroba?
Lisovacia výroba je proces tvárnenia za studena, pri ktorom sa plochý plech privádza do lisovacieho lisu vybaveného vlastnou súpravou razníc a mechanická alebo hydraulická sila sa aplikuje na rezanie, ohýbanie, ťahanie alebo embosovanie materiálu do presne definovaného tvaru. Tento proces zahŕňa širokú škálu operácií – vysekávanie, dierovanie, tvarovanie, hlboké ťahanie, razenie a progresívne razenie – každá je vhodná pre rôzne geometrie, hrúbky materiálu a objemy výroby. To, čo spája všetky tieto operácie, je základná výhoda lisovania: schopnosť vyrábať veľké množstvá rozmerovo konzistentných dielov na lisovanie kovov pri vysokej rýchlosti a nízkych jednotkových nákladoch, s minimálnym odpadom materiálu v porovnaní s metódami subtraktívneho obrábania.
Moderné lisovacia výroba spolieha na servopohon a hydraulické lisy s rozsahom sily od 20 do viac ako 2 000 ton, spárované s presnými nástrojmi vyrábanými s toleranciami meranými v mikrometroch. Počítačom podporovaný softvér na navrhovanie a simuláciu lisovníc umožňuje inžinierom predpovedať tok kovu, spätné pruženie a stenčenie predtým, ako sa vyreže jeden kus ocele, čím sa dramaticky znížia vývojové cykly nástrojov a miera odmietnutia prvého výrobku. Výsledkom je výrobná disciplína schopná dodávať diely na lisovanie kovov, ktoré spĺňajú náročné rozmerové a štrukturálne požiadavky rôznych odvetví, ako je spotrebná elektronika, domáce spotrebiče a automobilový priemysel.
Hlavné procesy v rámci výroby lisovania
Pochopenie špecifických operácií, ktoré tvoria výrobu lisovania, pomáha inžinierom obstarávania a produktovým dizajnérom vybrať si cenovo najefektívnejší prístup pre danú geometriu komponentov a objem výroby. Každá z hlavných kategórií procesov má odlišné požiadavky na nástroje a výstupné charakteristiky.
Progresívne razenie
Progresívne lisovanie vedie kovový pás cez sériu staníc v rámci jednej sady lisovníc, pričom každá stanica vykonáva jednu operáciu – dierovanie, vrúbkovanie, ohýbanie alebo tvarovanie – ako pás postupuje. V čase, keď pás opúšťa konečnú stanicu, sú plne vytvarované kovové výlisky oddelené od nosného pásu a zhromaždené. Tento prístup je vysoko efektívny pre malé až stredne veľké diely vyrábané vo veľmi veľkých objemoch, ako sú koncové konektory, konzolové spony a montážny hardvér zariadenia, pretože celá sekvencia beží rýchlosťou lisu bez ručnej manipulácie s dielmi medzi operáciami.
Hlboká kresba
Hlboké ťahanie premení plochý kovový polotovar na dutú, bezšvovú škrupinu jeho vtlačením do dutiny matrice pomocou razidla. Tento proces je základom výroby valcových a škatuľových komponentov vrátane držiakov vnútornej vane práčok, nápojových plechoviek a krytov automobilových palivových nádrží. Výber materiálu je pri hlbokom ťahaní kritický: kov musí vykazovať dostatočnú ťažnosť a priaznivé tvarovacie pomery, aby podstúpil požadovanú veľkú plastickú deformáciu bez trhania alebo zvrásnenia. Nízkouhlíková oceľ, hliníkové zliatiny a nehrdzavejúca oceľ sú najbežnejšie hlbokoťažné materiály v aplikáciách na lisovanie zariadení a automobilov.
Jemné zatemnenie
Jemné strihanie je špecializovaný proces razenia, ktorý produkuje diely s strihanými hranami výnimočnej hladkosti a rovinnosti, čím sa eliminujú sekundárne dokončovacie operácie, ktoré konvenčné strihanie vyžaduje. Aplikáciou protitlaku a sily klinového krúžku súčasne s strihacou silou udržuje jemné strihanie materiál v stave tlakového napätia počas procesu strihania, čím sa vytvárajú rezné plochy, ktoré sú hladké takmer po celej hrúbke materiálu. Vďaka tomu je jemné brúsenie preferovaným procesom komponentov brzdových strmeňov a držiakov sedadiel v automobilových aplikáciách, kde kvalita hrán priamo ovplyvňuje únavovú životnosť a montáž zostavy.
Kovové lisovacie diely vo výrobe domácich spotrebičov
Domáce spotrebiče predstavujú jednu z najrozsiahlejších aplikačných oblastí pre kovové lisovacie diely. Kombinácia štrukturálnej zložitosti, požiadaviek na rozmerovú konzistenciu a cenovej citlivosti pri výrobe zariadení presne zodpovedá tomu, čo prináša lisovacia výroba. Naprieč kategóriami produktov sa lisované komponenty starajú o nosné, zarovnanie a funkcie krytu, ktoré definujú dlhodobú spoľahlivosť spotrebiča.
V chladničkách poskytujú rámy dverí vyrobené valcovaním a progresívnym lisovaním pevný obvod, ktorý podporuje hmotnosť dverí, udržiava tesniace povrchy a obsahuje upevňovacie body pántov. Presnosť rozmerov v týchto rámoch priamo ovplyvňuje zarovnanie dverí a energetickú účinnosť – rám dverí, ktorý je mimo tolerancie čo i len o zlomok milimetra, môže spôsobiť netesnosť tesnenia, ktorá zvyšuje frekvenciu cyklov kompresora a spotrebu energie. Držiaky vnútornej vane práčky, typicky vyrobené z pozinkovaného alebo nehrdzavejúceho oceľového plechu, musia odolávať vysokorýchlostným rotačným nevyváženým zaťaženiam a opakovaným tepelným cyklom bez únavového zlyhania. Panely podvozku klimatizácie tvoria štrukturálnu kostru vonkajšej jednotky, držia kompresory, ventilátory a výmenníky tepla v presnom priestorovom vzťahu a zároveň odolávajú vibráciám a poveternostným vplyvom.
Konzistentná hrúbka a úzke tolerancie kovových lisovaných dielov zmenšujú montážne medzery vo všetkých týchto aplikáciách, zjednodušujú proces finálnej montáže, znižujú potrebu nastaviteľných spojovacích prvkov alebo podložiek a zlepšujú kozmetickú kvalitu hotového výrobku.
Kovové lisovacie diely v automobilových aplikáciách
Automobilový priemysel je najväčším spotrebiteľom kovových lisovaných dielov na svete, pričom typické osobné vozidlo obsahuje niekoľko stoviek jednotlivých lisovaných komponentov od panelov karosérie meraných v metroch štvorcových až po presné brzdové komponenty merané v milimetroch. Výroba automobilových lisov sa riadi najprísnejšími štandardmi rozmerov a mechanických vlastností akejkoľvek komerčnej aplikácie, pretože dôsledky zlyhania komponentov sa rozširujú na bezpečnosť cestujúcich a dodržiavanie predpisov.
Výstuhy panelov karosérie – vnútorné konštrukčné prvky, ktoré vystužujú dverové plášte, strešné panely a zostavy kapoty – sa vyrábajú kombináciou operácií hlbokého ťahania, tvarovania ťahom a opätovného naťahovania. Tieto komponenty musia dosiahnuť presnú geometriu obrysu, aby sa zaistilo správne prispôsobenie vonkajším panelom a presné umiestnenie zvarovej príruby pre montáž karosérie v bielej farbe. Vysokopevnostná oceľ a pokročilé triedy vysokopevnostných ocelí sa čoraz častejšie používajú vo výstužiach karosérie, aby sa dosiahla požadovaná absorpcia nárazovej energie pri zníženej hrúbke a hmotnosti materiálu.
Konzoly sedadiel sú ďalšou kritickou kategóriou automobilových kovových lisovacích dielov. Tieto komponenty ukotvujú konštrukciu sedadla k podlahe vozidla a musia odolávať statickému a dynamickému zaťaženiu definovanému normami ochrany cestujúcich pri náraze. Jemne vylisované alebo precízne lisované komponenty držiaka sedadla poskytujú kvalitu hrán a rovinnosť potrebnú pre konzistentný krútiaci moment skrutiek a spoľahlivú upínaciu silu spoja počas celej životnosti vozidla. Komponenty brzdového strmeňa, vrátane držiakov strmeňa a kotevných dosiek, sa vyrábajú s rozmerovou presnosťou, ktorá zaisťuje správne zarovnanie doštičiek, rovnomerné opotrebovanie doštičiek a predvídateľný brzdný výkon v celom rozsahu prevádzkových teplôt.
Výber materiálu pre kovové lisovacie diely
Výkon dielov na lisovanie kovov je neoddeliteľný od materiálu, z ktorého sú vyrobené. Výroba lisovania je kompatibilná so širokou škálou kovov a zliatin a výber optimálneho materiálu vyžaduje vyváženie tvárniteľnosti, mechanických vlastností, odolnosti proti korózii a nákladov.
| Materiál | Vlastnosti kľúča | Typické aplikácie |
| Nízkouhlíková oceľ (DC01/DC04) | Výborná tvarovateľnosť, nízka cena | Šasi spotrebiča, držiaky, kryty |
| Vysokopevnostná oceľ (HSLA) | Vysoká medza klzu, dobrá zvárateľnosť | Výstuhy panelov karosérie, konštrukcie sedadiel |
| Nehrdzavejúca oceľ (304/430) | Odolnosť proti korózii, povrchová úprava | Vane práčok, panely spotrebičov |
| Zliatina hliníka (5052/6061) | Ľahký, odolný proti korózii | Časti karosérie automobilov, chladiče |
| Pozinkovaná oceľ | Zinkový povlak, vonkajšia odolnosť | Podvozok klimatizácie, vonkajšie držiaky |
Kontrola kvality vo výrobe lisovania
Udržiavanie rozmerovej konzistencie vo veľkoobjemových výrobných sériách je ústrednou výzvou kvality vo výrobe lisovania. Opotrebenie lisovnice, variácia šarže materiálu, nekonzistentnosť mazania a vychýlenie lisovacieho lôžka môžu v priebehu času spôsobiť posun rozmerov, vďaka čomu je systematické meranie a monitorovanie procesu nevyhnutné na výrobu dielov na lisovanie kovov, ktoré zostávajú v rámci špecifikácií počas tisícok alebo miliónov cyklov.
Poprední výrobcovia razidiel implementujú vrstvený systém kvality, ktorý kombinuje snímanie v matrici, štatistickú kontrolu procesu a koordinačnú kontrolu meracieho stroja. Medzi kľúčové postupy kontroly kvality patria:
- Kontrola prvého článku (FAI): Úplné rozmerové overenie prvých výrobných dielov podľa technických výkresov pred spustením sériovej výroby.
- Vzorkovanie počas procesu: Periodické meranie kritických rozmerov v definovaných výrobných intervaloch na zistenie opotrebovania nástroja alebo posunu procesu skôr, ako sa nahromadia diely mimo tolerancie.
- Overenie CMM: Súradnicové meracie stroje poskytujú trojrozmerné údaje pre zložité tvarované povrchy, ktoré nie je možné overiť ručnými mierkami.
- Kontrola povrchu a hrán: Vizuálna a hmatová kontrola otrepov, trhlín, vrások a povrchových defektov, ktoré ovplyvňujú montáž zostavy alebo únavovú životnosť.
- Kontrola certifikácie materiálu: Prichádzajúce certifikáty o skúške materiálu sú overené podľa požiadaviek špecifikácie na pevnosť v ťahu, medzu klzu, predĺženie a hmotnosť povlaku.
Prečo lisovacia výroba zostáva preferovanou voľbou
Napriek objaveniu sa alternatívnych technológií tvárnenia vrátane rezania laserom, hydroformovania a aditívnej výroby si lisovacia výroba zachováva svoje dominantné postavenie vo veľkoobjemovej výrobe kovových komponentov z presvedčivých a odolných dôvodov. Ekonomika lisovania je v zásade priaznivá v meradle: akonáhle je investícia do nástrojov amortizovaná, náklady na jeden kus lisovaného kovového dielu sú zvyčajne zlomkom toho, čo môže dosiahnuť akýkoľvek alternatívny proces pri ekvivalentných objemoch. Rýchlosť lisu stoviek zdvihov za minútu v kombinácii s automatickým podávaním zvitkov a manipuláciou s dielmi umožňuje rýchlosť výroby, ktorej sa žiadny iný proces presného tvárnenia nevyrovná.
Okrem ekonomiky sú mechanické vlastnosti kovových lisovaných dielov vylepšené efektom spracovania za studena, ktorý je vlastný procesu lisovania. Plastická deformácia počas tvárnenia zvyšuje tvrdosť a medzu klzu materiálu v deformovaných oblastiach prostredníctvom mechanického spevnenia, čím sa získajú hotové diely s lepším mechanickým výkonom ako pôvodný plech. Tento efekt je obzvlášť cenný v konštrukčných automobilových komponentoch, kde je pomer pevnosti a hmotnosti primárnym hnacím motorom dizajnu. Pre výrobcov v sektore spotrebičov a automobilov, ktorí hľadajú spoľahlivé, nákladovo efektívne a rozmerovo presné komponenty, zostáva lisovacia výroba nesporným základom moderných dodávateľských reťazcov kovových komponentov.
Predchádzajúci príspevok
Sprievodca dielmi na lisovanie a kreslenie kovov
Ďalší príspevok
Aké sú kľúčové rozdiely medzi mikrolisovaním a štandardnými elektronickými časťami?
náš Produkty.
Začnite podnikať s výrobcom OEM práve tu!
Poskytnite globálnym zákazníkom kompletné riešenia na kľúč
cez
inovácie!
RÝCHLE ODKAZY
KONTAKTNÉ INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
č. 118 Yexin Road, zóna ekonomického rozvoja Wujiang, Suzhou, Čína
Autorské práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všetky práva vyhradené. Vlastná raznica Výrobcovia kovových razníc
